










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkCiência & Tecnologia dos Materiais
versão impressa ISSN 0870-8312
C.Tecn. Mat. v.22 n.3-4 Lisboa jul. 2010
Comportamiento mecánico de materiales masivos superconductores de segunda generación en función de la temperatura
K. Konstantopoulou (1)*, J. Y. Pastor (1), J. J. Roa(2), M. Segarra(2)
(1) Departamento de Ciencia de Materiales-CISDEM, E.T.S. de Ingenieros de Caminos, Canales y Puertos, Universidad Politécnica de Madrid, C/ Profesor Aranguren s/n, 28040 Madrid, España.
(2) Departamento de Ciencia de Materiales e Ing. Metalúrgica, Universidad de Barcelona, Facultad de Química, C/ Martí y Franqués 1, 08028, Barcelona, España.
RESUMEN
En este trabajo se han analizado dos materiales masivos superconductores de base YBaCuO, con el objetivo de estudiar la influencia del método de procesado (método Bridgman y método Top-Seeding Melt Growth) y de la temperatura de ensayo en su comportamiento mecánico. Ambos materiales se ensayaron a temperatura ambiente (300 K) y a baja temperatura (77 K), determinandose la resistencia mecánica y la tenacidad a fractura en flexión en tres puntos. Además, en uno de los materiales, que presentaba anisotropía microestructural, se realizaron ensayos en las dos direcciones microestructuralmente más relevantes. Los resultados obtenidos muestran que el comportamiento mecánico del material está controlado por los defectos y grietas introducidas durante el procesado y, por lo tanto, si se quiere mejorar las propiedades, debería reducirse la cantidad y el tamaño de estas imperfecciones.
Palabras claves: YBaCuO, comportamiento mecánico, superconductores, criogenia.
ABSTRACT
In the present study, have been researched two superconductor bulk materials of YBaCuO, with the aim of analyzing the influence of the processing method (Bridgman and Top-Seeding Melt Growth) and the test temperature in their mechanical behaviour. Both of them have been tested at room temperature (300 K) and at service temperature (77 K). Three point bending tests have been carried out, in order to measure the mechanical strength and the fracture toughness. Moreover, one of the two materials, which present transversal microstructural anisotropy, has been tested for the both more relevant directions. The obtained results show that the mechanical behaviour of the material is controlled by the defects and cracks, that have been introduced during the processing and therefore, in order to improve the mechanical properties, the amount and the size of the defects should be reduced.
Keywords: YBaCuO, mechanical behaviour, superconductors, cryogenic.
1. Introducción
Los materiales superconductores masivos presentan una densidad de alta corriente crítica y alto campo magnético a su estado superconductor, además de una resistencia nula al paso de corriente a su través. El descubrimiento de materiales que pueden tener este comportamiento superconductor a temperaturas superiores a los 77 K (superconductores de alta temperatura crítica, Tc) ha abierto una vía de gran interés, tanto científico como tecnológico. Sin embargo, su aplicación industrial está limitada por sus pobres propiedades mecánicas que aunque secundarias para su aplicación funcional, son cruciales para asegurar su durabilidad a medio y largo plazo.
Los materiales superconductores de alta temperatura crítica (SAT) tienen la fragilidad intrínseca por su estructura tipo perovskita, y por eso la resistencia y la tenacidad de fractura son bajas y, en general, anisótropas. Por esta razón, es muy importante estudiar y optimizar las propiedades mecánicas, a fin de conseguir una mínima fiabilidad estructural para sus aplicaciones funcionales. De otro lado, se ha prestado muy poca atención a la caracterización mecánica de estos materiales, en especial en sus condiciones de trabajo, es decir a 77 K. En este trabajo se pretende profundizar en el conocimiento del comportamiento mecánico de materiales superconductores de alta Tc de segunda generación, cuya base son compuestos de YBa2Cu3O7-δ.
2. Producción de los materiales y técnicas experimentales de caracterización
Se ha estudiado el comportamiento mecánico en función de la temperatura de dos tipos de material masivo de base YBaCuO, fabricados mediante dos métodos distintos. El primer material fue fabricado por el método Top-Seeding Melt Growth (TSMG) y el segundo por el método Bridgman. El proceso de fabricación y caracterización se describe de forma más detallada a continuación.
2.1. Proceso de síntesis
El material de estudio para la fabricación de YBaCuO ha sido obtenido mediante la técnica de atrapamiento catiónico con alcohol polivinílico [1], con una composición de: 69% en peso YBa2Cu3O7-δ (Y-123), 30% en peso Y2BaCuO5 (Y-211) y un 1% en peso CeO2. Posteriormente, el material es sometido a un proceso de desnitrificación y de calcinación. Seguidamente, se moltura en un mortero de ágata. Las piezas superconductoras de YBaCuO en verde fueron obtenidas mediante prensado uniaxial en frio.
2.2. Proceso de texturación
Técnica de crecimiento inducido por semilla (TSMG)
Este método consiste en colocar una semilla de NdBa2Cu3O7-δ en la parte superior de la pastilla que acrtuará como iniciador cuando la temperatura en el proceso de texturación se encuentre por debajo de la temperatura peritéctica (Tp). La reacción que se lleva a cabo se conoce como reacción peritéctica, donde el YBaCuO progresa a partir de un frente de crecimiento rico en Ba y Cu (BaCuO2+CuO) y una fase sólida existente, Y-211 [2], para obtener monocristal. De ahora en adelante a esre material se le denominará material YBaCuO-1.
Técnica Bridgman
Este método consiste en desplazar una muestra con forma cilíndrica a lo largo de un gradiente térmico desde una temperatura superior a la Tp hasta una inferior. De esta manera se establece una interfase sólido-líquido produciendo un crecimiento direccional a lo largo del cilindro. El crecimiento monocristalino es debido a un proceso de competición entre granos nucleados en el extremo inicialmente más caliente del cilindro (zona de polidominio) [3]. De ahora en adelante a este material se le denominará material YBaCuO-2.
2.3. Proceso de oxigenación
Finalmente, las muestras han sido sometidas en un proceso de oxigenación en un horno horizontal con un flujo de oxígeno de 99,999 % de pureza, a 0,4 l/min y 450°C durante 240 h [1]. El proceso de oxigenación es la etapa limitante durante la obtención de los materiales superconductores. En esta etapa el oxigeno debe difundirse desde la superficie del material hasta su interior para transformar el material de fase tetragonal (no superconductora) a ortorrómbica (superconductora). Durante este proceso se generan la mayor cantidad de microgrietas en el material debido a la diferencia del parámetro de red entre ambas estructuras, por lo que se ha de ser especialmente cuidadoso en este proceso.
2.4. Preparación de muestras para su ensayo mecánico
La muestras producidas por TSMG se obtuvieron en forma de paralelepípedos de dimensiones nominales 6x5 mm en sección y entre 10 y 20 mm de longitud. Estas muestras fueron embutidas en resina para proceder a su corte longitudinal de forma que de cada sección se obtuvieron cuatro probetas prismáticas con secciones nominales de 2,0x1,6 mm. Para desembutir las probetas, se realizó un calentamiento hasta 400 °C.
Las probetas que estaban fabricadas por el método Bridgman se obtuvieron en forma de cilindros de unos 6 mm de diámetro nominal y entre 15 y 30 mm de longitud. Dada la limitación de material, cada cilindro fue embutido en resina y cortado longitudinalmente (Fig.1, pasos 1 y 2) para obtener una superficie plana. A continuación se desembutió la probeta por calentamiento a 400 °C (Fig.1, paso 3), y el proceso se repitió varias veces hasta conseguir las cuatro caras del prisma. Seguidamente, a partir de este prisma se extrajeron dos probetas en un proceso similar al descrito para el material producido por TSMG.
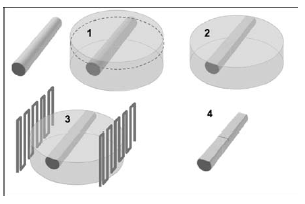
Fig. 1- Método empleado para cortar las probetas obtenidas por el método Bridgman.
Las entallas fueron introducidas mediante un hilo diamantado de 130 µm de diámetro de forma que se consiguió un radio de fondo de entalla de unas 75 µm en todas las probetas. La longitud nominal de entalla fue de un 15% del canto de la probeta en todos los casos.
2.5. Caracterización mecánica
Para la caracterización mecánica de los materiales se realizaron ensayos de rotura y de tenacidad a fractura en flexión en tres puntos con una longitud entre apoyos entre 8,5 y 10 mm, dependiendo de las dimensiones de la probeta tras su mecanizado. Ambos ensayos se realizaron en dos direcciones para el primer material (YBaCuO-1), a fin de analizar el efecto de la anisotropía microestructural en las propiedades mecánicas, y en una única dirección para el YBaCuO-2, dada la isotropía microestructural del material. Todods los ensayos se realizaron en una maquina servohidráulica, Instron 8501, equipada con una célula de carga de 100 N de capacidad y un LVDT de ±1mm de recorrido para medir la flecha del dentro de la viga en los ensayos de rotura y fractura.
El dispositivo de ensayo fue similar en los ensayos a temperatura ambiente y a 77 K. En la línea de carga de la máquina de ensayos se acopló una camara criogénica. El fondo de la vasija y el punto de la aplicación de la carga de la misma estaban conectados, respectivamente, al actuador y a la célula de carga de la máquina a traves de sendas varillas huecas de acero inoxidable, lo cual impidió el enfriamiento excesivo de los dispositivos de medida.
Para los ensayos a baja temperatura se usó nitrógeno líquido como refrigerante, y también poliuretano como recubrimiento de la cámara, para mantener el sistema perfectamente aislado y la temperatura estable. Antes de empezar los ensayos se aplicaba una pequeña carga constante de flexión de 5 N con el fin de mantener el sistema en equilibrio y evitar el movimiento de la probeta durante el enfriamiento.
Tanto los ensayos de flexión en rotura en tres puntos como los ensayos de tenacidad a fractura, ambos realizados en flexión en tres puntos, se llevaron a cabo en control de posición a una velocidad de actuador de 100 µm/min.
La resistencia mecánica se calculó a partir de la carga máxima utilizando las ecuaciones clásicas de resistencia de materiales, mientras que determinación de la tenacidad a fractura se hizo a partir de la carga máxima y la longitud post-morten de entalla mediante la ecuación desarrollada por Guinea et al. [4].
Por último, después de ensayar las probetas, sus superficies de fractura fueron analizadas mediante microscopia electrónica de barrido (JEOL 6130), a fin de encontrar los micromecanismos responsable del comportamiento macroscopico del material.
3. Resultados y discusión
3.1. Resistencia de flexión
Se realizaron no menos de cuatro ensayos para cada material, dirección microestructural y temperatura de ensayo. En todos los casos la rotura fue frágil y los resultados se muestran en la Fig. 2 (valor medio y error cuadrático medio). En esta grafica se puede ver que para las muestras de YBaCuO-1 y ensayadas con los planos cristalográficos ab perpendicular a la fuerza aplicada (dirección T1), la resistencia mecánica a flexión, σf, tiene un valor un 40% más bajo que el mismo material ensayado con los planos cristalográficos ab paralelos a la fuerza aplicada (dirección T2). Por otro lado, cuando la temperatura de ensayo descienda a 77 K, la resistencia mecánica cambia de tal forma que iguala los resultados obtenidos para las dos direcciones. Éste efecto está bien documentado en la bibliografía [5] y es debido a la formación de cristales de hielo durante el enfriamiento a partir de la humedad ambiente. Estos cristales son capaces de cerrar poros y grietas presentes en el material, disminuyendo de esta forma el tamaño de defecto crítico.
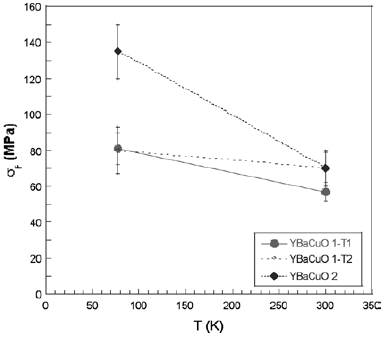
Fig. 2- Evolución de la resistencia mecánica en función de la temperatura, dirección de ensayo y método de procesado. Cada punto corresponde al valor medio de al menos cuatro ensayos y las barras indican el error cuadrático medio.
Por otra parte, las muestras de YBaCuO-2 ensayadas a 300 K, muestran la misma resistencia mecánica que el YBaCuO-1 en dirección T2 mientras que a 77 K el valor medio de la resistencia mecánica aumenta llegando a un valor, que es casi el doble de lo que tiene el YBaCuO-1 a la misma temperatura.
3. 2. Tenacidad de fractura
De nuevo se realizaron no menos de cuatro ensayos para cada material, dirección microestructural y temperatura de ensayo. En todos los casos la rotura fue frágil y los resultados de tenacidad a fractura, K1c, se muestran en la Fig. 3 (valor medio y error cuadrático medio). Tal y como puede verse en esta gráfica las muestras de YBaCuO-1, ensayadas en dirección T1 tiene un valor de tenacidad de fractura, que es casi el doble del valor que tiene el YBaCuO-1 en dirección T2 a 300 K.
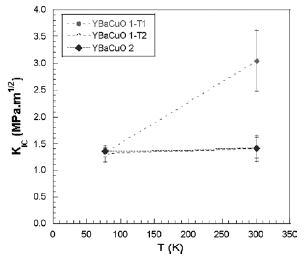
Fig. 3- Evolución de la tenacidad de fractura en función de la temperatura, dirección de ensayo y método de procesado. Cada punto corresponde al valor medio de al menos cuatro ensayos y las barras indican el error cuadrático medio.
De otra parte, el YBaCuO-2 a 300 K presenta el mismo valor de tenacidad que el YBaCuO-1 en dirección T2. Este es un resultado sorprendente que será analizado en detalle más adelante cuando se realice la caracterización fractográfica y micrográfica del material. Por último, en la Fig. 3 puede verse como para el material YBaCuO-2 y el material YBaCuO-1 en dirección T2 el valor medio de la tenacidad permanece casi constante a 77 K, mientras para el material YBaCuO-1 en dirección T1, tenemos un gran descenso de la tenacidad a fractura.
3.3. Fractografía
Para ambos materiales, tras los ensayos, se estudió su superficie de fractura mediante microscopia electrónica de barrido. Según se muestra en la Fig. 4, tanto el YBaCuO-1 como el YBaCuO-2 presentan una porosidad apreciable, tanto en cantidad como en tamaño de poro. La diferencia entre ambos es que en el primero el tamaño de los poros es mayor, mientras que en el segundo tenemos más porosidad, pero con tamaño de poros más pequeño.
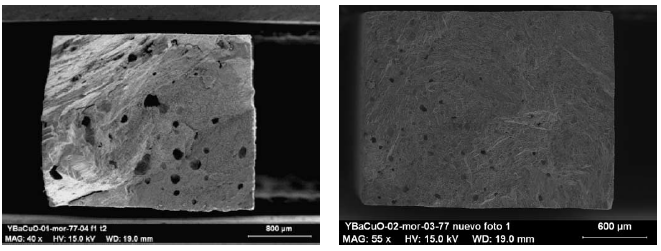
Fig.4- Superficie de fractura de YBaCuO-1, dirección T2 a 77 K. Se muestra la cantidad y el tamaño grande de los poros (izquierda). Superficie de fractura de YBaCuO-2 a 77 K. Se muestra la menor cantidad y el tamaño más pequeño de los poros (derecha).
Las superficies de fractura de los dos materiales son características de una frágil por clivaje (Figs. 4-9) en todos los casos, independientemente del material, temperatura o dirección de ensayo. Lo que sí puede observarse es que en el YBaCuO-1 la superficie de fractura en la dirección T1 es macroscópicamente más plana que para la dirección T2, Fig. 5, en la que además aparecen continuos cambios de plano en la superficie de fractura.
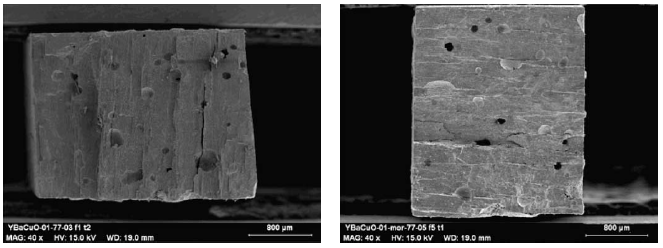
Fig.5- Superficie de fractura de YBaCuO-1 en dirección T2 y a 77 K (izquierda). Superficie de fractura de YBaCuO-1 en dirección T1. Fractura frágil y macroscópicamente plana (derecha).
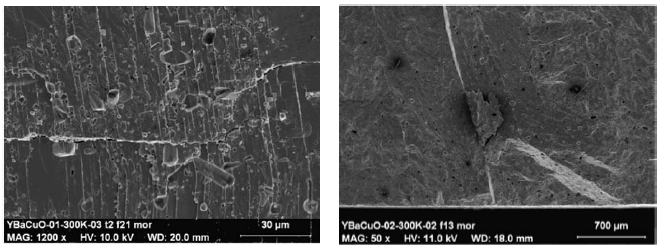
Fig.6- Superficie de fractura de YBaCuO-1 en dirección T2. Superficie de fractura en la que hay cambio del plano de fractura (izquierda). En la superficie de fractura de YBaCuO-2 se muestra una grieta perpendicular a la superficie de fractura generada durante el proceso de rotura (derecha).
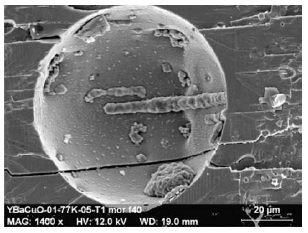
Fig.7- Superficie de fractura de YBaCuO-2 a 300 K. Se muestra la porosidad y el tamaño màs pequeño de los poros.
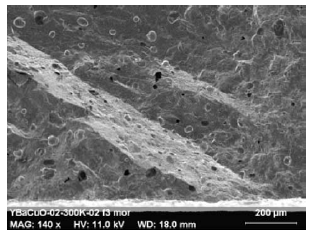
Fig.8- Zonas en la superficie de fractura de YBaCuO-1 en dirección T1 a 77 K. En el interior de la cavidad se pueden ver restos del mal sinterizado que ha provocado la oquedad.
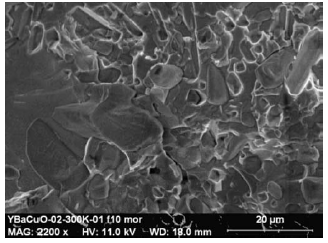
Fig.9- Superficie de fractura de YBaCuO-2 a 300 K en la que se aprecia la descohesión entre granos.
Por otro lado, la superficie de fractura de YBaCuO-2 (Figs. 6 y 7) es abrupta y curvada, siendo más similar a la de YBaCuO-1 en dirección T2 que a la de la dirección T1. Además, se observa que tanto para el material YBaCuO-2 como para el YBaCuO-1 en la dirección T2, durante los ensayos de resistencia mecánica aparecen fisuras en dirección perpendicular al plano de propagación de la grieta principal (Figs. 5-6); esto supone una ramificación a nivel local del proceso de fractura, con el consecuente aumento del consumo de energía y por tanto de la resistencia mecánica del material. Este proceso explica la mayor resistencia obtenida para estos casos, respecto a la dirección T1 del material YBaCuO-1.
En la Fig. 8 podemos ver claramente que tanto con el método de Bridgman como con el TSMG, se han obtenido materiales con zonas donde el sinterizado es imperfecto, lo cual ha sido, posiblemente, responsable de buena parte de la porosidad observada.
En el caso del YBaCuO-2, estas zonas del material mal sinterizado son más extensas, lo que provoca descohesión entre los granos (Fig. 9), siendo este efecto responsable de la menor tenacidad a fractura que en el material procesado por el método TSMG. Asimismo, se ha observado que en el caso del material YBaCuO-2 y el material YBaCuO-1 en dirección T2, la rotura está controlada principalmente por la interfase. Por otra parte, en el caso del material YBaCuO-1 en dirección T1, la rotura está controlada principalmente por la rotura de los granos superconductores. Por esta razón y teniendo en cuenta la mala adhesión entre los granos superconductores, sucede más facil la propagación de la grieta a traves de la interfase que a traves de los granos superconductores. Este resultado da lugar a un valor de la tenacidad de fractura más bajo para el YBaCuO-2 y el YBaCuO-1 en dirección T2. No obstante, al disminuir la temperatura (77 K), el brusco descenso de la tenacidad de fractura del material YBaCuO-1 en dirección T1, se debe a la fragilización de los granos superconductores, mientras que la interfase no se ve afectada.
Respecto a la resistencia mecánica, vemos que tanto para el YBaCuO-1 como para el YBaCuO-2 hay una tendencia clara al aumento de la misma al disminuir la temperatura. Este efecto es bien conocido en otros materiales porosos [5, 6] como el hormigón; durante el enfriamiento el vapor de agua presente en la atmósfera se condensa y da lugar a la formación de cristales de hielo, que tienden a cerrar los poros o reducir su tamaño. Esto tiene como consecuencia un menor tamaño de defecto microestructural y por tanto una mayor resistencia mecánica del material. Esto explica que en el caso del material YBaCuO-1 las dos direcciones de ensayo converjan en un mismo resultado para la resistencia mecánica en los ensayos a baja temperatura. En el caso de YBaCuO-2, el aumento es más evidente todavia, debido al pequeño tamaño de los poros.
3.4. Análisis microestructural
Para ambos materiales, tras los ensayos y el estudio fractográfico, se estudió su microestructura con el fin de ver como afecta a sus propiedades mecánicas. Las secciones transversales y longitudinales de cada material se embutieron primero en resina y fueron pulidas hasta un acabado de 1 µm. A continuación, las superficies pulidas se atacaron a 273 K durante un tiempo de 1-1,5 min dependiendo del material ( YBaCuO-1 y YBaCuO-2) con un reactivo formado por una disolución de un 95% 2-butoxietanol y un 5% de ácido perclórico para conseguir revelar la microestructura. La microestructura para ambos materiales, se estudió tanto mediante microscopia electrónica de barrido como mediante microscopia óptica.
Tanto en el caso de YBaCuO-1 como en el YBaCuO-2 se pueden observar zonas de la fase Y-211 (zonas pequeñas de forma redonda o rectangular) que no han reaccionado durante la reacción peritéctica: Líquido + Y-211→Y-123. Este fenomeno es más notable en el caso de YBaCuO-2, dando lugar a granos superconductores más densos [7]. Además, según las fig. 10-13, se puede decir que para el material YBaCuO-1 las laminas están mejor pegadas entre si, que en el caso del material YBaCuO-2. Por último, se ha observado tanto en el caso del YBaCuO-1 como en el caso del YBaCuO-2 el micro y macro agrietamiento, provocados, respectivamente, durante el proceso de la oxigenación y el proceso de texturación de los materiales. De un lado, el microagrietamiento se debe a los destintos coeficientes de difusión de oxígeno entre los planos cristalográficos y de otro lado, el macroagrietamiento es debido a los distintos coeficientes de expansión térmica entre la fase Y-211 (no superconductora) y la fase Y-123 (superconductora).
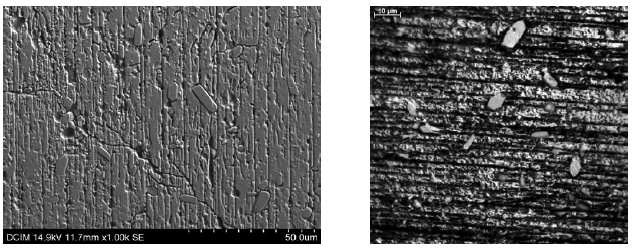
Fig.10- Microestructura de la sección longitudinal del material YBaCuO-1. Imagen obtenida mediante microscopía electrónica de barrido. Se muestra la propagación de las grietas perpendicularmente a las laminas (izquierda). Microestructura de sección longitudinal del material YBaCuO-1. Imagen obtenida mediante microscopía óptica en la que se muestra la orientación de las laminas (derecha).
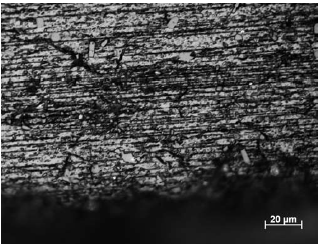
Fig.11- Microestructura de la sección transversal del material YBaCuO-1 obtenida mediante microscopía óptica.
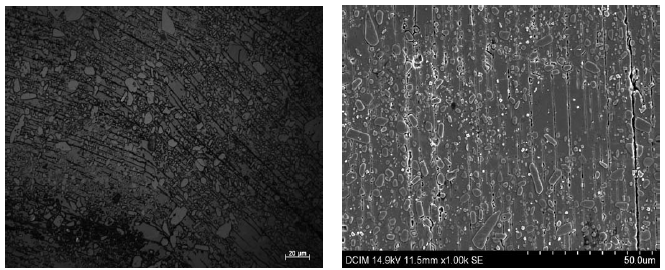
Fig.12- Microestructura de la sección longitudinal del material YBaCuO-2, obtenida mediante microscopía óptica. Se muestra la orientación de las laminas (izquierda). Microestructura de la sección longitudinal del material YBaCuO-2, obtenida mediante microscopía electtrónica de barrido. Se puede ver, la propagación de las grietas de manera interlaminar y la mayor cantidad de granos (derecha).
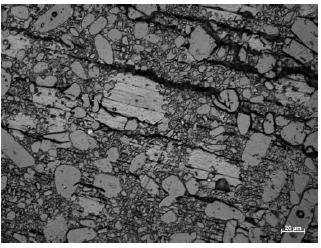
Fig.13- Microestructura de la seción transversal del material YBaCuO-2. Se muestra el mal pegado de las laminas y además el tamaño de granos.
4. Conclusiones
En este trabajo se ha fabricado material masivo superconductor de segunda generación (YBaCuO) mediante el método TSMG y el método Bridgman. Se ha observado que para el segundo caso la microestructura es transversalmente isótropa, mientras que para el primero tenemos una anisotropía microestructural que condiciona las propiedades mecánicas medidas macroscópicamente. El otro aspecto importante a resaltar es la presencia de una abundante porosidad que al presentar poros considerablemente mayores en el material obtenido por el método de TSMG, condiciona los resultados de la resistencia mecánica. Los principales hallazgos realizados en este trabajo respecto a las propiedades mecánicas son:
· Se observa una tendencia al aumento de la resistencia mecánica al disminuir la temperatura de ensayo, que se ha relacionado con una disminución del tamaño de defecto por efecto sellado del vapor del agua que pasa a forma sólida.
· La tenacidad de fractura del material YBaCuO-1 (dirección T2) y del YBaCuO-2 se mantiene casi cconstante a baja temperatura, debido a que la rotura está controlada principalmente por la interfase.
· La tenacidad de fractura del YBaCuO-1 (dirección T1) disminuye de manera muy apreciable a 77 K, debido a que la rotura está controlada principalmente por los granos superconductores, que se fragilizan.
· Las propiedades mecánicas del material YBaCuO-1 presentan una anisotropía, debida a la anisotropía microestructural del cristal. En el YBaCuO-2 no aparece esta anisotropía mecánica al presentar el material una microestructura transversalmente isótropa.
· El material YBaCuO-2 presenta mejor comportamiento mecánico a la temperatura de servicio (77 K) y podría mejorarse si se consiguese optimizar el proceso de sinterización y adhesión de los granos, reduciendo así el tamaño de los defectos.
Agradecimientos
Los autores quieren agradecer la financiación del Ministerio de Ciencia e Innovación (MAT2009-13979-C03-02, DSD00C-06-1410 y MAT2007-29278-E), de la Comunidad de Madrid (ESTRUMAT S-0505/MAT/0077, S- S2009/MAT-1585 y S2009/ENE-1679) y del Comissionat per la Universitat i la Investigació del Departament dinnovació Universitari i dEmpresa de la Generalitat de Catalunya i el Fons Social Europeu.
References
[1] I. G. Serradilla, A. Calleja, X. G. Capdevila, M. Segarra, E. Mendoza, J. Teva, X. Granados, X. Obradors, F. Espiell. Superconductors Science and Tecnology, 15 (2002) 566-571 [ Links ]
[2] M. P. Delamare, H. Walter, B. Birngmann, A. Leenders, H. C. Freyhardt. Physica C: Superconductivity and its applications, 329 (2000) 160-167
[3] X. Granados, S. Piñol, B. Martín, J. Fontcuberta, F. Sandiumenge, Spanish Patent Specification 2111435
[4] Guinea, G., Pastor, J. Y., Planas, J., Elices, M., International Journal Fracture, 89 (1998) 103-116.
[5] Salazar, A., Propiedades mecánicas de cerámicos superconductores de BiSrCaCuO y sus compuestos. Tesis Doctoral, Madrid 2003
[6] Planas, J., Maturana, P., Guinea, G. V., Elices, M. Advances in Fracture Research ICF7, Pergamon Press, Oxford 1989
[7] Roa J. J., Mehanical properties of HTSC at micro/nanometric scale, Tesis Doctoral, Barcelona 2010
