










Serviços Personalizados
Journal
Artigo
 Português (pdf)
Português (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Similares em
SciELO
Similares em
SciELO
Compartilhar

 Permalink
PermalinkLaboreal
versão On-line ISSN 1646-5237
Laboreal vol.13 no.1 Porto jul. 2017
https://doi.org/10.15667/laborealxiii0117ep
PESQUISA EMPÍRICA
Do prescrito ao real: a imprevisibilidade e a importância do trabalho coletivo em um centro de usinagem de uma empresa metal-mecânica do interior do Estado de Minas Gerais
Del trabajo prescripto al trabajo real: la imprevisibilidad y la importancia del trabajo colectivo en un centro de maquinaria metal-mecánica del interior del Estado de Minas Gerais
Du prescrit au réel : l'imprévisibilité et l'importance du travail collectif dans un centre d'usinage d’une entreprise métallo-mécanique de l'intérieur de de l’État de Minas Gerais
From prescribed to real: the unpredictability and the importance of the collective work in a metalworking industry centre of the interior of the State of Minas Gerais
Anna Carolinna Eduardo Pereira1, Davidson Passos Mendes2 & Geraldo Fabiano de Souza Moraes3
1 Grupo de Estudo em Saúde e Segurança no Trabalho (GEESTra) Curso de Engenharia de Saúde e Segurança Universidade Federal de Itajubá – UNIFEI Rua Irmã Ivone Drumond, 200, Distrito Industrial II Itabira, MG - Brasil - 35903-087
2 Grupo de Estudo em Saúde e Segurança no Trabalho (GEESTra) Curso de Engenharia de Saúde e Segurança Universidade Federal de Itajubá – UNIFEI Rua Irmã Ivone Drumond, 200, Distrito Industrial II Itabira, MG - Brasil - 35903-087
3Grupo de Estudo em Saúde e Segurança no Trabalho (GEESTra) Curso de Engenharia de Saúde e Segurança Universidade Federal de Itajubá – UNIFEI Rua Irmã Ivone Drumond, 200, Distrito Industrial II Itabira, MG - Brasil - 35903-087
RESUMO
Este artigo tem o objetivo de identificar os fatores que contribuem para a ocorrência de acidentes envolvendo um Centro de Usinagem CNC (Comando Numérico Computadorizado) em uma empresa metal-mecânica. Através de uma Análise Ergonômica do Trabalho (AET), foram observadas estratégias de ação e regulação utilizadas pelos trabalhadores para lidar com as interfaces do trabalho. Os resultados mostram que os constrangimentos mais evidentes são: imprevisibilidade de serviços, dificuldade de operação dos instrumentos, prazos curtos, complexidade de configuração da máquina e riscos físicos presentes no ambiente. Verifica-se que tais constrangimentos exigem dos operadores da máquina habilidades e competências para gerir as diferentes situações de trabalho. Para lidar com essas situações, os operadores estabelecem estratégias de regulação desenvolvidas ao longo da experiência adquirida no trabalho, vivência e valores compartilhados os quais possibilitam a execução de suas funções
Palavras-chave: Ergonomia; análise ergonômica do trabalho (AET); ergologia; centro de usinagem CNC; trabalho coletivo
RESUMEN
Este artículo tiene como objetivo identificar los factores que contribuyen a los accidentes en un Centro de Mecanizado CNC (Control Numérico Computarizado) en una empresa metalúrgica. A través de un Análisis Ergonómico del Trabajo (AET), se observaron estrategias de acción y regulación utilizadas por los trabajadores ante las interfaces de trabajo. Los resultados muestran que las limitaciones más evidentes son la imprevisibilidad de servicios, la dificultad de la operación de los equipos, los plazos cortos, la complejidad de configuración de la máquina y los riesgos físicos presentes en el medio ambiente. Tales limitaciones requieren de los operadores habilidades y competencias para poder gestionar diferentes situaciones de trabajo. Los operadores desarrollan entonces estrategias regulatorias a lo largo de la experiencia adquirida en el trabajo, así como vivencias y valores, lo que les permite realizar sus tareas.
Palabras-clave: Ergonomía; análisis ergonómico del trabajo (AET); ergología; centro de mecanizado CNC; trabajo colectivo.
RÉSUMÉ
Cet article vise à identifier les facteurs qui contribuent à l’occurrence d’accidents au sein d’un centre d’usinage CNC (commande numérique par ordinateur) dans une entreprise de la métallurgie. Grâce à une Analyse Ergonomique du Travail (AET), des stratégies d'action et de régulation ont été observées, utilisées par les travailleurs face aux interfaces de travail. Les résultats montrent que les contraintes les plus évidentes sont : l’imprévisibilité des services, la difficulté d’entendement du fonctionnement des équipements, les délais trop courts, la complexité de la configuration des machines et les risques physiques présents dans l'environnement. Il semble que ces contraintes imposent aux opérateurs des habiletés et des compétences dans la gestion des différentes situations de travail. Pour ce faire, ils développent des stratégies de régulation tout au long de l'expérience qu’ils acquièrent en travaillant et en partageant un quotidien de travail et ses valeurs - ce qui leur permet d’assurer leurs fonctions.
Mots clés: Ergonomie; analyse ergonomique du travail (AET); ergologie; centre d'usinage CNC; travail collectif
ABSTRACT
This paper is intended to identify the factors that contribute to accidents involving a CNC (Computerized Numerical Control) Industry Centre in a metalworking company. Through an Ergonomic Work Analysis (AET), it was possible to observe action and regulation strategies used by the workers to deal with the work interfaces. The results show that the most obvious constraints are services unpredictability, difficulty in using instruments, short deadlines, complexity in the machine configuration and physical hazards in the environment. It appears that such constraints require the machine operators certain skills and competencies to manage different work situations. To handle these situations, the operators establish regulatory strategies developed along the experience gained on the job, experience and shared values which make the execution of their duties possible.
Keywords: Ergonomics; ergonomic work analysis; ergology; CNC industry centre; collective work
1. INTRODUÇÃO
As profundas mudanças estruturais do mundo contemporâneo tem repercutido de maneira contundente na forma de ser e de fazer o trabalho, que tem se tornado cada vez mais variado e complexo e demandado maior exigência de ordem subjetiva e de mobilização de inteligência em um ambiente que tem estimulado a autonomia na condução das atividades cotidianas (Hennington, 2011). A informação e a comunicação, como consequência, tornaram-se elementos fundamentais à produção (Mendes, 2014).
Segundo Antunes (1999), houve também, uma apropriação e exploração de capacidades humanas no mundo do trabalho como a criatividade, a capacidade organizativa e de cooperação. A comunicação e a habilidade dos trabalhadores na resolução de problemas passaram a ser valorizadas e imperativas no novo ideário produtivo.
Para Mendes (2014), neste cenário, também persiste o conflito capital/trabalho e, de certa forma, se exacerba. Para este autor, há sempre uma tentativa de captura da subjetividade dos trabalhadores pelo capital e a conseqüente indução ao estranhamento e alienação em relação ao que é produzido e para quem se produz.
Além das mudanças contemporâneas e o consequente impacto estrutural no trabalho, o Brasil também tem passado por transformações sociais e econômicas, as quais tem exigido das organizações a luta por novos desafios, a fim de garantir a sobrevivência neste cenário de mercado altamente exigente e competitivo. A busca por novas bases conceituais e ferramentas de trabalho tem se apresentado como um meio para manter essa estabilidade no mercado (Silva, 2011).
Neste contexto de transformações sociais e produtivas e as consequentes repercussões sobre as condições de vida e de saúde das populações trabalhadores é que se instaurou a pesquisa cuja demanda inicial de entrada na empresa analisada se deu em razão de um acidente com perdas materiais em seu Centro de Usinagem CNC (Comando Numérico Computadorizado). A partir da análise do acidente se revelou a importância do coletivo como possibilidade de gestão dos riscos presentes no contexto analisado, o que fez surgir uma nova demanda que direcionou para outro estudo, que é objeto deste artigo.
Este estudo realizado em uma empresa metal-mecânica estrutura-se no campo relativo à produção de conhecimentos para o desenvolvimento de critérios ergonômicos e ergológicos voltados à concepção e à gestão dos sistemas de trabalho no Setor Industrial, envolvendo questões relativas às condições de desempenho no trabalho e as repercussões das condições de execução do trabalho sobre a saúde das populações trabalhadoras envolvidas na produção, além de se tentar construir elementos que possam prevenir prováveis eventos futuros como acidentes de trabalho.
Este artigo tem como objetivo, portanto, identificar as possibilidades de regulação de operadores de um Centro de Usinagem CNC (Comando Numérico Computadorizado) na gestão individual e coletiva da saúde e segurança durante a atividade de trabalho, frente às situações de imprevisibilidades vivenciadas no meio e, mostrar como a ação coletiva pode auxiliar neste processo.
1.1 A questão do acidente e sua importância
Após a Segunda Guerra Mundial, houve um notável desenvolvimento industrial o qual colaborou de forma significativa para a ocorrência de um grande número de acidentes de trabalho, levando a reflexões sobre as políticas de segurança industrial. Esses acidentes são responsáveis por prejuízos físicos, materiais, ambientais e financeiros (Llhory & Montmayeul, 2014).
Acidentes de trabalho são eventos que preocupam empresas e nações por esbarrarem significativamente nas questões produtivas. Estes, além de refletir em toda a nação, uma vez que os gastos causados por esses eventos são pagos por todos através de impostos, afetam também os objetivos de qualidade e de lucro das empresas, pois aumentam o custo final de um produto, gerando ainda custos pelas horas improdutivas, atendimento médico, transporte do acidentado, hospitalização, remédios e seguros sociais (Silva, 2011).
Dentre os vários fatores envolvidos no desencadeamento de um acidente de trabalho, as máquinas, ferramentas e aparelhos exercem um papel relevante na geração destes. De acordo com Vilela (2000), os riscos de acidentes com máquinas estão presentes em locais de trabalho onde a automação industrial encontra-se ainda pouco utilizada nos processos produtivos, apresentando-se também em indústrias pequenas e mais antigas. Além dos riscos mecânicos, as máquinas podem oferecer outros riscos aos trabalhadores, como ruído, calor, vibração, radiação, dentre outros.
Vilela (2000) ainda afirma que, no campo da prevenção de acidentes com máquinas, as ações de engenharia mostram-se insuficientes, as quais se apresentam reduzidas às instalações de dispositivos de segurança. As campanhas e ações “educativas” ou intimidatórias, comumente empregadas nas empresas, também não colaboram para o sucesso da prevenção, apresentando-se totalmente desfocadas quando visam punir os “atos inseguros”, os quais se caracterizam por transferir a culpa do acidente para a própria vítima.
Paralelamente a este contexto, a qualidade tem se tornado uma forte exigência, o que levou ao surgimento de normas e padronizações, como as da série ISO 9000. Com isso, as organizações apresentam como foco a garantia deste aspecto, como forma de marketing e relação com o mercado. No final da década de 90 surgiu mais uma norma, desta vez relacionada à segurança e saúde do trabalho, a OHSAS 18001. Devido a esta busca pela qualidade e segurança, as empresas têm utilizado cada vez mais ferramentas e técnicas de gestão (Silva, 2011).
A Qualidade tem sido um conceito conhecido por todos e possuidor de diferentes definições, pois a percepção dos indivíduos em relação aos produtos e serviços, em função de suas necessidades, experiências e expectativas, são diferentes. No entanto, segundo Silva (2011), a Qualidade Total apresenta em seu conceito seis pilares básicos, assim caracterizados: qualidade intrínseca, custo, atendimento, moral, segurança e ética. O mesmo autor afirma que um dos fatores decisivos para a qualidade numa organização é a segurança dos funcionários.
As ações que objetivam a segurança industrial esbarram-se nos procedimentos para a prevenção de acidentes, os quais são estudadas e analisadas as causas desencadeadoras dos eventos para implementar ações que evitem que estes venham a ocorrer novamente.
Uma ferramenta utilizada para auxiliar na análise e prevenção de acidentes é a Análise Ergonômica do Trabalho (AET).
1.2 A Ergonomia como propedêutica
A AET é estruturada em várias etapas, com o objetivo de compreender o trabalho para transformá-lo (Guérin, Laville, Daniellou, Duraffourg & Kerguelen, 2001). Essa metodologia é essencial para examinar a complexidade do trabalho, a partir da observação das situações reais (Carvalho & Menegon, 2014) e dos fatores humanos e organizacionais.
Como afirma Almeida e Vilela (2010), é necessário compreender todo o processo de trabalho, conhecendo-se as variabilidades presentes, sua organização, as dificuldades dos operadores na tentativa de realizar o trabalho com sucesso, os mecanismos e o funcionamento das proteções, dentre outros fatores.
A aplicação da Ergonomia enquadra-se em qualquer sistema produtivo (Mendes, 2014), além de proporcionar um reflexo significativo no desempenho das organizações, permitindo melhorar o bem-estar dos trabalhadores e, consequentemente a produtividade (Gouvea, 2012). Segundo Mendes (2014), há uma necessidade e urgência para a utilização de metodologias que analisam e avaliam as práticas e condições de trabalho, as formas como o trabalho é organizado e os mecanismos do agir humano e seus “gestos”.
Carvalho e Menegon (2014) afirmam que a AET tornou-se uma metodologia essencial para examinar a complexidade, a partir da observação das situações reais de trabalho, com o objetivo de desenvolver conhecimentos sobre a forma como o trabalhador se comporta ao exercer o seu trabalho. Essa abordagem metodológica auxilia na implementação de mudanças em dispositivos técnicos, na organização do trabalho, na organização e gestão da empresa, nos programas de formação e qualificação dos trabalhadores, através de indicativos (Mendes, 2014).
Terssac e Maggi (2004, p.91) definiram três proposições básicas para a Ergonomia da Atividade: a diferenciação entre tarefa e atividade, a variabilidade dos contextos e dos indivíduos e as estratégias de regulação.
Segundo Guérin et al. (2001), trabalho prescrito (tarefa) é tudo aquilo que é definido antecipadamente pela organização e fornecido ao trabalhador para que o mesmo possa realizar o trabalho. Contrariamente, o trabalho real (atividade) é o trabalho tal como ele se realiza concretamente, mediante condições reais para esta execução. Entre o trabalho prescrito e o trabalho real se inscrevem múltiplas variabilidades relativas ao processo de trabalho (meios, matéria e atividade) e que não podem ser previamente antecipadas. É no espaço entre o trabalho prescrito e o trabalho efetivamente realizado que se inscreve a realidade da atividade humana em meios profissionais.
Para a Ergonomia da Atividade, “o trabalho nunca é simples execução das instruções” (Daniellou, 2004). O trabalho é compreendido como uma das atividades humanas em que o objetivo é determinado socialmente assim como as normas e condições para sua execução, mas o resultado do trabalho é sempre singular. Os objetos produzidos trazem em si traços da atividade de quem o produziu (Mendes, 2014). Segundo Guérin et al. (2001), “esse traço pode ter a ver com o conjunto de conhecimentos específicos, modos particulares de utilização das máquinas ou ferramentas, etc”. A atividade de trabalho, portanto, consiste em gerenciar situações indeterminadas quanto ao seu possível fim em termos de confiabilidade, qualidade, saúde e segurança (Duraffourg, 1998). Essa gestão se dará em função de características singulares (história de vida, de trabalho na empresa, de saberes) e coletivas (construção de saberes, competências operatórias e valores) necessárias para dar conta da atividade (Mendes, 2014).
Segundo Telles e Alvarez (2004, p.71), “compreendemos a atividade de trabalho como a maneira pela qual as pessoas se engajam na gestão dos objetivos do trabalho, num lugar e num tempo determinados, servindo-se dos meios disponíveis ou inventando outros meios". Frente às variabilidades que se apresentam e, também, para produzir sentido ao trabalho, a pessoa se engaja por inteiro, a cada momento, com seu corpo biológico, sua inteligência, seu psiquismo associados com os conhecimentos construídos no decorrer de sua história e nas relações com os outros. Para Canguilhem (2001), a atividade é, portanto, uma noção que deve ser associada à dinâmica da própria vida.
Nesse processo, o trabalhador é levado a gerir um conjunto de condicionantes e de situações imprevistas que não podem ser reduzidos à tarefa (Daniellou, 2004) cuja complexidade e dinamicidade, vivenciada na atividade, convoca o sujeito a agir na sua capacidade de efetuar o processamento, essencialmente, em função de sua competência.
1.3 A Ergologia como aprofundamento epistemológico
A Ergologia propõe uma tríade analítica que associa à atividade de trabalho os valores e os saberes, incorporando e aprofundando as contribuições da Ergonomia, tomando-a como uma “propedêutica pertinente” (Schwartz, 1988) a uma epistemologia interessada nas vinculações entre as dimensões macro e micro do trabalho humano (Echternacht, 2008; Schwartz & Durrive, 2010; Alves & Cunha, 2011).
Nesse sentido, a Ergologia reafirma o pressuposto ergonômico de que há uma distância entre o trabalho prescrito e o real e, acrescenta mais três proposições: a) essa distância é sempre parcialmente singular porque não é possível antecipá-la totalmente, está sempre introduzida na história daquele que trabalha; b) aquele que faz a gestão dessa distância obedece a uma racionalidade que atravessa tanto o intelectual, o biológico quanto o cultural, o corpo-si e c) há sempre valores em jogo na atividade (Schwartz & Durrive, 2010, pp.42-45).
Telles e Alvarez (2004) consideram a noção de “normas antecedentes” mais abrangente que a de trabalho prescrito e ressaltam que não há diferença de natureza entre ambas. Tanto o conceito de trabalho prescrito quanto a expressão normas antecedentes remete ao que é dado, exigido, apresentado ao trabalhador, antes do trabalho ser realizado.
Segundo Brito (2006), as normas antecedentes se constituem em patrimônio coletivo à medida que se referem “aos saberes técnicos, científicos e culturais historicamente incorporados ao fazer”.
2. METODOLOGIA
Os sujeitos da pesquisa foram 3 operadores de Centro de Usinagem CNC e três gestores-chefes, sendo um programador, um encarregado de produção e um gerente de produção. O recorte da pesquisa nesta população se deu em razão do papel central e do interfaceamento de cada um deles na gestão do trabalho analisado. Portanto, estes são os principais envolvidos na atividade com o Centro de Usinagem CNC, sendo que qualquer decisão tomada por qualquer um deles afetaria a dinâmica da atividade.
Foram entrevistados durante os turnos de trabalho correspondentes a cada trabalhador. Equipamentos (gravador de voz e filmadora) para coleta e registro das informações observadas em campo foram utilizados nesta pesquisa.
A abordagem metodológica utilizada nesse estudo foi baseada na Análise Ergonômica do Trabalho – AET (Guérin et al., 2001), a partir de três etapas. Trata-se de um método qualitativo-descritivo, a partir da Ergonomia, com ferramentas de análises adequadas para possibilitar a identificação dos principais fatores técnicos e organizacionais os quais permitem uma gestão da saúde e segurança no trabalho nos contextos produtivos industriais (Mendes, 2014).
A primeira etapa foi realizada a partir da observação da atividade dos operadores do Centro de Usinagem CNC, no setor de Usinagem, de uma empresa metal-mecânica. Essa observação foi executada em dias e turnos diferentes, com o objetivo de explorar o maior número possível de profissionais. Nessa etapa, a aproximação do pesquisador com os trabalhadores permitiu que houvesse uma maior facilidade na coleta de dados.
A segunda etapa constou de uma entrevista semiestruturada realizada com a população em foco e com alguns gestores-chefes durante o período de trabalho, bem como a filmagem das situações de trabalho vivenciadas por estes sujeitos. A filmagem foi importante para auxiliar a entrevista de autoconfrontação.
A entrevista de autoconfrontação (Clot, 2007) foi a terceira e última etapa de aplicação da metodologia em que os sujeitos da pesquisa foram questionados sobre a execução da atividade de trabalho enquanto os mesmos assistiam aos vídeos realizados pelo pesquisador. Foram realizadas em separado e com duração média de cinquenta minutos cada (autoconfrontação simples). Esta etapa permitiu aos trabalhadores expressar as vivências do trabalho na atividade de operador de Centro de Usinagem CNC. A partir destes dados também foi realizada a autoconfrontação cruzada (duração de uma hora).
Os procedimentos metodológicos desta pesquisa foram aprovados pelos Comitês de Ética em
Pesquisa da Universidade Federal de Itajubá e estão de acordo com a resolução 466/2012.
3. RESULTADOS
3.1 A empresa em foco
A organização em foco é uma empresa metal-mecânica localizada no interior de Minas Gerais, onde se encontram as suas oficinas de fabricação destinadas a realizar atividades de usinagem, caldeiraria, manutenção e montagem de componentes mecânicos. Os principais serviços realizados na instituição são manutenção mecânica e produção de peças customizadas para outras empresas.
O setor de usinagem, que é a área do estudo em foco, conta com tornos convencionais e CNC, fresadoras, mandrilhadoras, centro de usinagem, dentre outros equipamentos. A maioria das máquinas são convencionais, no entanto, máquinas computadorizadas também são responsáveis pela produção na empresa, como o Centro de Usinagem CNC.
Atualmente, a organização possui um total de 146 trabalhadores distribuídos entre os setores de usinagem, caldeiraria, manutenção mecânica, ferramentaria, administrativo, almoxarifado e serviços gerais. Como os serviços realizados na empresa necessitam de conhecimentos específicos, a mão-de-obra é majoritariamente qualificada, constituída por engenheiros, técnicos, operários qualificados, supervisores e encarregados.
3.2 Os elementos: operadores de Centro de Usinagem CNC
O Centro de Usinagem CNC é utilizado para usinar peças de alta precisão e são operados por um técnico em mecânica, o qual deve interpretar desenhos técnicos e realizar os controles adequados na máquina, de acordo com as especificações dos clientes.
Segundo o PPRA (Programa de Prevenção de Riscos Ambientais) da instituição, as principais atribuições específicas dos operadores de Centro de Usinagem, são:
· Proceder a apropriação das Ordens de Produção (OPs) a fim de controlar o tempo gasto em cada operação do processo;
· Interpretar desenhos, esboços, modelos, especificações e outras informações para planejar as operações a serem executas;
· Selecionar e providenciar os instrumentos de medição, baseando-se no roteiro estabelecido;
· Fazer leitura de medidas utilizando equipamentos específicos como paquímetro, micrômetro, súbito e relógio comparador;
· Ajustar, aparelhar e operar a máquina;
· Definir parâmetros de regulagem da máquina e equipamentos que utilizar;
· Inspecionar periodicamente a máquina e equipamentos que utiliza, procedendo a limpeza, lubrificação, ajustes, reposição de peças e pequenos reparos, direcionando para o setor de manutenção solicitações de outros reparos quando necessários;
· Alimentar relatórios dimensionais a fim de possibilitar o acompanhamento dos trabalhos;
· Cumprir prazos estabelecidos nos cronogramas;
· Zelar pela perfeita utilização e pela guarda correta das ferramentas;
· Manter os preceitos dos 5S;
· Participar de programas institucionais, reuniões e DSSs – Discussões de Saúde e
Segurança;
· Cumprir normas de segurança e medicina do trabalho;
· Seguir os procedimentos operacionais;
· Executar outras tarefas correlatadas às acima descritas, a critério do superior imediato.
O setor de usinagem, recorte da pesquisa, conta com um total de 28 profissionais efetivos, sendo 24 homens e 4 mulheres (Tabela 1 ).
Dos 28 profissionais do setor de Usinagem, 3 são operadores do Centro de Usinagem CNC, os quais foram alvos da pesquisa e aceitaram participar em suas três etapas, propostas pela AET. Além desses profissionais, foram entrevistados 1 programador de Centro de Usinagem CNC, 1 gerente de produção e 1 encarregado de produção. O encarregado de produção não consta no número de funcionários da empresa, pois este é um dos sócios colaboradores.
A empresa apresenta três turnos de trabalho, sendo um diurno e dois noturnos. Os trabalhadores do turno do dia trabalham 8 horas diárias de segunda a sexta-feira. Os trabalhadores do turno noturno trabalham 9 horas na segunda e na terça e 8 horas de quarta a sexta-feira.
A supervisão da atividade de operação do Centro de Usinagem CNC ocorre presencialmente no turno diurno e no começo do primeiro turno noturno, o que pode criar a possibilidade de compartilhamento dos saberes e experiências, diminuindo a carga cognitiva. No entanto, a partir de certo momento, o primeiro turno noturno não conta com a presença dos supervisores, assim como o segundo turno noturno em suas primeiras horas de trabalho.
Os rodízios de profissionais operadores de Centro de Usinagem CNC não são constantes. Estes ocorrem em casos de problemas de saúde ou férias de outro operador.
Em casos de urgências na produção, o que se apresenta muito comum na empresa em questão, os operadores são escalados para trabalhar nos finais de semana, realizando horas extras.
3.3 Processo de Trabalho: o objeto e o meio de trabalho no posto de operação de Centro de Usinagem CNC
As informações sobre o processo de trabalho, de produção e de operação do Centro de Usinagem CNC foram construídas por meio de observação geral, sistematizada e posterior validação com a população objeto do estudo.
Observa-se que no processo de trabalho, o objeto – componentes mecânicos para usinar – é caracterizado por uma grande variedade de peças que variam de geometria e tamanho, podendo apresentar desde pequenas até grandes dimensões. O posto de trabalho em foco é o setor de operação no Centro de Usinagem CNC, onde se opera um centro de usinagem vertical da marca Wotan, modelo Womat V2L (Figura 1).

De maneira geral, o fluxo de atividades desde a demanda pelo cliente até a produção no Centro de Usinagem CNC pode ser descrito a seguir (Figura 2):
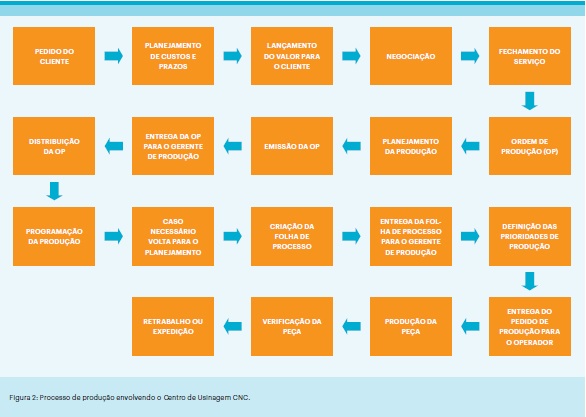
O pedido do cliente define a primeira etapa do processo de produção, o qual é realizado no setor de vendas. O cliente entra em contato com a empresa e faz o pedido do produto de acordo com a sua necessidade, podendo ser uma manutenção ou um produto personalizado.
Após o pedido do cliente, é realizado um planejamento da produção de forma macro. Nesta etapa, os desenhos técnicos dos produtos desejados pelos clientes, os quais foram previamente enviados por estes na etapa anterior, são analisados pelo pessoal do planejamento a fim de elaborar a programação da produção. Essa programação envolve a análise de aspectos, como: o que será necessário para produzir o pedido, quais máquinas e ferramentas serão utilizadas, o preço dos materiais brutos, o tempo necessário para a produção, o tempo necessário para inspeção, dentre outros detalhes. Essa análise tem o objetivo de calcular o preço real da peça para obter um planejamento dos custos e prazos.
Depois de realizada essa programação, o valor do produto é lançado para o cliente para a negociação do mesmo e fechamento do serviço. Assim que o serviço é fechado, uma Ordem de Produção (OP) é emitida para o setor de planejamento para a realização da próxima etapa, o segundo planejamento de produção.
Este planejamento da produção é agora realizado de forma micro, caracterizando-se por uma análise mais precisa e focada nos postos de trabalho de produção do pedido do cliente. São analisados fatores como os prazos exigidos pelos clientes, máquinas e ferramentas que serão utilizadas, tempo de produção, dentre outros aspectos. Assim que esta etapa é finalizada, uma OP é emitida e entregue para o Gerente de Produção.
O Gerente de Produção realiza a distribuição da OP para o programador para o mesmo realizar a programação e a análise do desenho. Nesta etapa, o programador utiliza um software específico e compatível com o programa do Centro de Usinagem CNC. Caso o programador perceba algumas informações que precisam ser validadas, a OP volta para o setor de Planejamento.
Depois de validadas todas as informações, realiza-se a criação da Folha de Processo. Neste documento, são descritas informações a respeito do produto que será produzido, as instruções de como a peça deve ficar na máquina e como ela deve sair, instruções dos passos que devem ser seguidos no Centro de Usinagem CNC, ou seja, esta é uma prescrição das etapas de produção da peça na máquina. A Folha de Processo é então entregue ao Gerente de Produção, o qual realiza a definição das prioridades de produção conforme o prazo estabelecido pelo cliente. Essa definição é realizada diariamente em reunião no setor administrativo da empresa.
Ao definir as prioridades de produção, o gerente entrega as Folhas de Processo para o Encarregado de Produção e este distribui o documento para o operador, o qual executa o serviço no Centro de Usinagem CNC. Quando finalizada, a peça passa por uma etapa de análise, onde é verificado se há a necessidade de retrabalho da peça ou se esta pode ser expedida. O processo termina quando a peça é entregue ao setor de expedição.
A demanda de serviços no Centro de Usinagem CNC é muito grande, devido ao fato de esta máquina realizar a usinagem de qualquer geometria. Nesta instituição, este equipamento é utilizado para resolver diversos gargalos da produção, pois muitas vezes, produções feitas em outras máquinas acabam sendo finalizadas nesta máquina devido à complexidade e urgência dos serviços. Geralmente são peças que precisam ser entregues com certa urgência para os clientes.
Apesar de ser grande o número de serviços realizados no Centro de Usinagem CNC, não há como prever uma sazonalidade durante o ano. Durante este ano, foi observado uma queda na produção, o que pode ser justificada pela atual crise que o país enfrenta.
No posto de trabalho de operação da máquina os operadores devem interpretar desenhos técnicos, seguir as prescrições da Folha de Processo e realizar os comandos no equipamento. De maneira geral, o processo de operação do Centro de Usinagem CNC pode ser observado na (Figura 3).
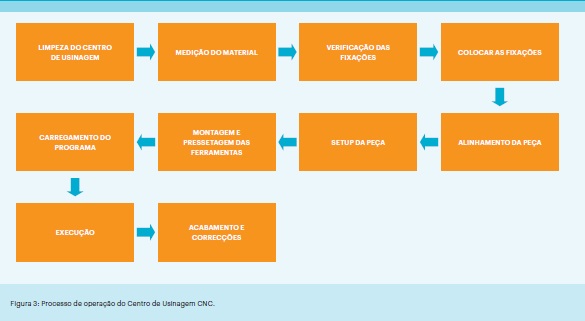
A primeira etapa de operação do Centro de Usinagem CNC é realizar a limpeza do equipamento. Este procedimento é necessário para que não fique nenhum resquício da operação anterior para não comprometer a próxima operação em questão de precisão.
Após a limpeza, o operador realiza medição do material bruto para conferir se está conforme com os padrões de qualidade definidos pelo cliente. Este procedimento é realizado para a produção de qualquer peça.
Posteriormente, o operador deve selecionar e verificar as fixações que serão utilizadas na máquina para fixar o material que será usinado para então colocar as fixações no Centro de Usinagem CNC.
A peça é colocada e fixada dentro da máquina para o seu alinhamento. Feito este procedimento, o operador deve ainda fazer o setup da peça, o qual é realizado utilizando a tela de comando do Centro de Usinagem CNC (Figura 4).

A próxima etapa é a montagem e pressetagem das ferramentas que serão utilizadas para a usinagem. A pressetagem é um processo em que o operador configura a máquina para o reconhecimento e execução da usinagem com determinadas ferramentas necessárias para o processo.
Após a etapa anterior, o operador espera o carregamento do programa para a máquina, o qual é realizado pelo programador, para iniciar a usinagem da peça.
Finalizada a execução, na última etapa do processo de operação, operador realiza o acabamento, onde são feitas verificações na peça usinada conforme os requisitos dos clientes. Neste momento de acabamento, o operador deve fazer correções ou ajustes.
4. DISCUSSÃO
Em uma organização há a possibidade de uma coexistência relativa entre lógicas que podem ser diferentes sendo, ao mesmo tempo, uma estrutura e um conjunto de atividades de interações entre os trabalhadores, que podem permitir a gestão e a aplicação ou evolução de regras nos ambientes de trabalho, em suas situações. A estrutura da organização define o conjunto de interações entre as pessoas e os coletivos que as fazem viver (Daniellou, Simard & Boissières, 2010).
Segundo Guérin et al. (2001), nas situações de trabalho, a articulação entre as atividades dos trabalhadores é muito frequente, configurando os aspectos coletivos da atividade, os quais podem assumir diferentes formas, como a cooperação explícita para o cumprimento conjunto de uma determinada tarefa; um produto manuseado por vários operadores; atividades simultâneas de trabalhadores; e atividades de regulação estrutural, como as da gerência.
O trabalho coletivo é uma forte característica na relação entre os trabalhadores da organização em análise, pois há ligações entre as funções desempenhadas por estes. Nesse sentido, como afirma Abrahão (2000), o trabalho em equipe representa um dos fatores determinantes para a realização do trabalho, o qual é regulado por um coletivo de trabalho. As tarefas do programador são definidas de acordo com análises feitas nos planejamentos da produção. Ele deve analisar os desenhos técnicos e utilizar um software específico para programar a operação na máquina. Uma programação feita de forma incorreta ou inadequada impacta toda a produção da peça, que por sua vez impacta também o trabalho do operador do Centro de Usinagem CNC. Como verbalizado pelo programador: “A gente é uma equipe. Se eu não conseguir programar aqui, vai impactar lá”. Essa narração evidencia o quanto a atividade das pessoas envolvidas no processo está interligada e interfere na atividade.
A cooperação entre os colegas também caracteriza o trabalho coletivo na organização. Um dos momentos que isto pode ser observado é durante a entrega da Folha de Processo para o operador. Antes de ser iniciada a operação no Centro de Usinagem CNC, muitas vezes, reúnem o gerente de produção, o programador e o operador para analisar a melhor forma de realização da usinagem, como posição da peça, a maneira como esta deverá ser colocada na máquina, dentre outros detalhes. Neste momento, observa-se que o operador tem um espaço para dar a sua opinião, trazer sua experiência, como verbalizado por um operador: “Tem o primeiro processo do programador onde ele desenha a peça e faz o programa. Ele troca muita ideia comigo. Por exemplo, ele pergunta qual jeito que fica melhor, pede a opinião sobre o que ele fez... Então a gente analisa junto. Depois ele sempre acompanha o início da operação para ver se vai dar certo, ou se não vai, ou se ele pode vir cá e mudar alguma coisa... Então esse diálogo com ele é importante”. Há um compartilhamento de informações entre o programador e o operador da máquina.
Observa-se que no exercício da atividade os trabalhadores realizam a gestão de si mesmos e de sua relação com o coletivo de trabalho, levando em consideração as normas prescritas e realizando permanentes renormalizações (Scherer, Pires & Schwartz, 2009).
Durante a troca de turno há também outro momento de compartilhamento de informações entre os operadores de Centro de Usinagem CNC. No fim de cada jornada de trabalho ocorre o encontro entre o operador de um turno em andamento e o operador do turno seguinte, onde eles permanecem juntos no posto de trabalho por aproximadamente 1 hora até que o turno em andamento termine e o operador deixe o local. Neste momento, o operador que estava realizando um serviço na máquina transfere o serviço para o próximo operador. São compartilhadas informações sobre a peça trabalhada, o modo como o serviço deve ser feito, como estava sendo realizado, o estado físico da máquina, ou seja, informações sobre o processo já operante.
Esse compartilhamento de informações ilustra mais uma vez o trabalho coletivo na empresa e pode-se observar que é bem valorizado pelos trabalhadores, como verbalizado por um operador: “Esse momento é o mais importante da nossa jornada. Porque às vezes ele chega aqui e não me vê e se depara com um serviço na máquina, então ele fica perdido. Não sabe o que está acontecendo... Então esse é um momento primordial de esclarecimento para o colega de que o serviço está tranquilo, o jeito que estou fazendo... Às vezes, ele vê outra maneira de fazer diferente da minha e é bem mais fácil, então é um momento que a gente aprende também. E é um momento de informação, porque, talvez, a máquina está com algum problema, então a gente informa. Então esse momento na troca de turno é sempre interessante”.
Segundo Fischer e Triba (2009), a gestão coletiva do processo de trabalho ocorre por meio da apropriação singular do patrimônio coletivo. As duas situações de compartilhamento de informações revela que o coletivo constrói saberes a partir da dramática ali vivida e compartilhada, e demonstram que as decisões envolvidas no processo são baseadas nos elementos ligados às normas, aos saberes e valores, que também são compartilhados (Mendes, 2014).
A tomada de decisão desses trabalhadores é frequente e bem aceita pelos supervisores e suas possibilidades de ação obedecem à experiência e às prescrições da gerência. Como verbalizado por um operador ao relatar o que se pode fazer quando algo não ocorre como o planejado: “Tem que seguir direito. Se tiver alguma coisa errada e se for experiente naquilo, e se a máquina tiver feito algum erro, pode mudar”.
De acordo com Daniellou et al. (2010), essa tomada de decisão também obedece às chamadas regras de ofício, as quais definem um “gênero” comum aos membros de determinado ofício. No entanto, cada indivíduo desenvolve o seu próprio “estilo”, dentro de certos limites (Clot & Faïta, 2000). Portanto, não se podem mudar as regras de ofício. Elas adquirirem contribuições dos trabalhadores e evoluem de acordo com as mudanças tecnológicas, organizacionais e demográficas. Mas, conforme os autores afirmam, essa evolução torna-se possível quando há espaços para debates a respeito do ofício.
É importante ressaltar que o processo decisório durante o trabalho esbarra-se em escolhas e valores pautados em normas. Schwartz (2014) afirma que “o trabalho como uso de si é uso de um corpo-si”, e que os valores possibilitam as escolhas, as quais, através das renormalizações resultantes das dramáticas do uso de si investem e permitem um agir hierarquizado que há no corpo do indivíduo. Desse modo, nas tomadas de decisão alguns valores são colocados em prática. Dentre eles, a qualidade do produto, a produtividade, o ganho de tempo pela competitividade do mercado e a segurança entram em cena.
O trabalho envolve valores, saberes e atividade. E a atividade envolve o agir que regula esses dois elementos. Durrive (2011) afirma que “a norma tem duas fontes: os saberes e os valores”. De acordo com Schwartz & Durrive (2010), o trabalho é também reconhecido por um lugar de debate, de possibilidades e negociações, onde seguir estritamente as prescrições/normas é impossível e o ser humano busca sempre refazer o meio, torná-lo seu, renormalizar. Submeter-se inteiramente ao meio é invivível. Portanto, a renormalização é um retrabalho permanente das normas e uma produção dessas na própria atividade.
Ainda segundo Schwartz (2014), a atividade envolve um mundo possuidor de inúmeras normas antecedentes de diversos níveis e graus de proximidade com as exigências do presente onde os indivíduos têm que agir para lidar com as diversas situações de trabalho e é necessário que as normas parciais sejam reajustadas no instante do agir. Esse debate de normas leva, segundo o autor, às essas renormalizações. Segundo Cunha (2007), mesmo ao seguirem as normas, os sujeitos no trabalho já estão praticando escolhas, porém, essas normas são sempre insuficientes para dar conta das situações presentes. Esse debate de normas é gerido pelo corpo-si e as prescrições são transformadas através do uso deste corpo-si configurando o trabalho real (Gomes Júnior & Schwartz, 2014).
Este processo permite que o indivíduo com o seu corpo histórico renormalize, por exemplo, o seu emprego do tempo na jornada de trabalho hierarquizando as diversas tarefas que ele deve realizar (normas antecedentes), e de acordo com as suas escolhas e próprias normas. Isto configura a produção de saberes através da utilização do corpo-si (Fischer & Triba, 2009). Dessa forma, conforme Durrive (2011), fazer algo permite construir a si mesmo, o que implica que nas tomadas de decisão o agir se encadeia e produz saberes.
O fator tempo é outro elemento presente nas situações de trabalho da empresa em estudo. Os prazos exigidos pelos clientes estão presentes em cena todo momento, o que contribui para a existência de uma pressão no trabalho. Conforme Guérin et al. (2001), o tempo é um dos elementos essenciais que determinam os modos operatórios. Uma das estratégias utilizadas pelos trabalhadores para lidar com essa pressão é justamente o trabalho coletivo: “A gente faz a programação e planejamento ao mesmo tempo por causa dos prazos”. Essa estratégia, além de diminuir o tempo das tarefas realizadas antes de prosseguir para a operação no Centro de Usinagem CNC, ajuda a evitar erros que possam surgir e impactar na produção, possibilitando o compartilhamento de saberes e valores.
Outra característica marcante que envolve a atividade é a imprevisibilidade de situações as quais impactam a carga de trabalho dos operadores. Essa pode decorrer da demanda de serviços e seus prazos, da diversidade de experiência colocada em prática, da competência de cada operador, dos objetivos de produção que podem mudar durante o processo, do estado físico da máquina e também da grande variedade dos tipos de peças que são usinadas, cada execução na máquina pode conter uma peça de geometria e tamanho diferente. A verbalização de um dos operadores da máquina ilustra a imprevisibilidade das tarefas atribuídas aos operadores: “Tem dia que pode acontecer de eles mandarem parar o que está fazendo aqui para fazer outra peça para entregar amanhã”.
Schwartz (1996) afirma que toda forma de atividade, em qualquer circunstância, sempre apresenta variáveis para serem geridas e que todas essas situações são sempre singulares e históricas, onde o indivíduo tem que fazer escolhas, às vezes, inconscientes, o que ele chama de “uso de si” ou “uso dramático de si”. A fala de um operador demonstra claramente o conhecimento dele em relação à imprevisibilidade de situações presentes em sua atividade e as escolhas que entram em cena todo momento: “Nessa área de usinagem, ainda mais numa máquina como esta, com três eixos, o imprevisto sempre ocorre. Porque, às vezes, você faz a programação do serviço de um jeito no planejamento e quando chega lá uma pontinha da peça faz você mudar aquilo ali tudo. Então você tem que analisar outro jeito de fazer a peça. Aí, por exemplo, o programador, o gerente e o encarregado foram embora, aí é que é o imprevisto. Às vezes, a gente faz o planejamento com um material que nem chegou ainda, quando o material chega ele pode estar muito maior ou muito menor... Aí o que acontece? O operador vai ter que improvisar”.
Esses imprevistos configuram uma variabilidade normal da produção e que ocorre de forma aleatória atuando de forma imprevisível. No entanto, mesmo que o momento e a forma precisa dessas variações não sejam previstas, os operadores conhecem certos elementos dessa variabilidade, o que permite que eles já esperem que haja uma frequência mais elevada de certos incidentes em determinados momentos (Guérin et al., 2001). Dessa forma, de acordo com Daniellou et al. (2010), os operadores, a partir de suas experiências e competências, conseguem lidar com estes imprevistos e tentam responder e eles, adaptando os seus modos operatórios.
Diante destas imprevisibilidades, que configuram a cada vez que ocorre uma nova situação de trabalho, emerge um item que contribui para a complexidade no ambiente de trabalho: a mudança do objeto de execução. Durante o turno do dia, quando os supervisores estão presentes, os operadores têm a possibilidade de obter auxílio para a tomada de decisão. No entanto, no turno noturno, o trabalhador se vê numa situação em que, se ocorrer um imprevisto, ele não pode perder tempo. Quando é uma situação em que o operador não sabe ou não se sente confortável para tomar uma decisão, ele passa a produzir outro item: “A gente quer produzir. Se não tiver como fazer com a máquina, a gente arruma outra coisa para fazer”.
Foi observado que há uma maior dificuldade e insegurança na tomada de decisões durante o turno noturno, onde o trabalhador não tem auxílio para a execução da tarefa: “O momento de mais dificuldade é à noite, porque têm poucas pessoas para auxiliar”. Uma das estratégias observadas para lidar com essa dificuldade no trabalho esbarra novamente na ação coletiva, o que é observado na fala de um operador ao relatar como ele lida com esse momento de dificuldade: “Ligo para o encarregado, para o gerente ou até para o próprio colega aqui da área mesmo”.
Diante dessa situação, os operadores que são experientes, ao lidar com uma situação nova, apresentam estratégias de regulação e patrimônio histórico para confrontar com a novidade, ou seja, ele tem onde buscar elementos para gerir essa situação. Mas, para os novatos ou operadores menos experientes, esse momento gera insegurança e estresse, pois eles ainda não possuem a mesma competência que um experiente. A verbalização de um operador ao falar das situações onde ocorrem imprevistos ou quando são realizados serviços com peças complicadas ou diferentes das que eles estão acostumados ilustra bem esta situação: “Durante a noite, a pessoa que tem um pouco mais de experiência se vira, mas quem não tem...”.
Essa afinidade com situações novas que os experientes possuem os caracteriza como competentes. Segundo Cunha (2007), a competência da atividade industriosa, que é caracterizada pelo segundo ingrediente definido por Schwartz (1998), lida com o não padronizado e com as imprevisibilidades na medida em que processa essa variabilidade a partir da sua experiência. Os saberes enraizados possibilitam uma atuação mais satisfatória nas tomadas de decisões considerando a historicidade das situações vividas.
O novato vivencia um drama chamado “dramática do uso de si” o qual, conforme Schwartz e Durrive (2009 citado por Durrive, 2011), “ocorre quando eventos surgem, rompendo o ritmo de sequências habituais, antecipáveis, da vida” e surge a necessidade de reagir, fazer o uso de si, com o objetivo de gerir esses eventos. Portanto, segundo os autores, a atividade se configura como uma tensão, uma dramática. No caso dos operadores de Centro de Usinagem CNC novatos ou menos experientes, o desafio para eles é saber lidar com essa dramática do uso de si. Os experientes, por apresentarem um patrimônio histórico maior, conseguem vivenciar essa situação e se regular de forma mais satisfatória e com menos carga de trabalho.
Outro elemento impactante observado na atividade dos operadores e que devem ser ressaltados é o estado físico do Centro de Usinagem CNC, que contribui fortemente para a ocorrência dos imprevistos no trabalho dificultando não só a operação da máquina, como também gerando impactos na produção, e a necessidade de um tempo maior para usinar uma peça. Os operadores devem realizar funções as quais a máquina realizava antes: “Essa máquina tem um dispositivo que realiza a troca de ferramentas sozinha. Mas está estragada e não está fazendo isso. Como é mais antiga, a gente não deu conta de consertar”.
Os operadores se queixam dos erros que surgem na máquina durante a operação, que os leva a sentirem estresse, devido ao constrangimento na execução, onde eles devem fazer cálculos utilizando uma calculadora para ajustar a máquina, contribuindo para um aumento da carga psíquica. Esses erros são provenientes dos erros no comando da máquina, devido ao seu estado físico. Mensagens surgem na tela fazendo com que os operadores parem a operação para realizar os ajustes: “Toda vez que aparece essa mensagem eu tenho que fazer isso. Atrasa o processo e o operador fica com raiva”.
Na exposição aos riscos físicos no trabalho, os operadores de Centro de Usinagem CNC do turno noturno comentam sobre a iluminação do posto de trabalho: “A iluminação é falha. Aí o risco é maior. Às vezes é necessário botar iluminação”.
Outro ponto relevante é a complexidade de operação da máquina. Percebe-se na fala de um dos operadores como é trabalhar com o Centro de Usinagem CNC: “É um pouco desgastante pelo grau de dificuldade que tem a máquina e pela precisão também do serviço”.
A partir de tais constatações, é importante ressaltar que todos estes constrangimentos vividos pelos operadores de Centro de Usinagem CNC levam a um estado indicativo de estresse devido ao grande número de imprevistos e pressão temporal os quais geram uma intensificação do trabalho em função de cumprir um compromisso que foi estabelecido previamente. As estratégias de regulação visualizadas são sustentadas pelo coletivo de trabalho, a partir do compartilhamento de saberes e valores.
A organização deve, portanto manter essa possibilidade já existente da ação coletiva e possibilitar o fortalecimento deste fator para a manutenção da gestão frente aos riscos no trabalho. Pois, quando se tem um coletivo de trabalho mais operante e que compartilha os mesmos valores, o trabalho se opera de forma satisfatória. Dessa forma, mais saúde, mais segurança, mais qualidade e mais produtividade são gerados no ambiente de trabalho. O compartilhamento de saberes e valores com os pares e o coletivo levam à construção de conhecimentos e normas sobre o trabalho.
Essas normas construídas advindas do coletivo de trabalho são bem aceitas pelos trabalhadores, como evidenciado pela enquete de Hawthorne (feita entre os anos de 1927 a 1932, por meio de uma pesquisa comandada pelo médico e antropólogo Elton Mayo), apresentada no estudo de Canguilhem (2001), em que operários se mostram mais receptivos com as condições de trabalho instituídas por eles mesmos em referência aos seus próprios valores, e não emprestados, os quais são feitos por eles mesmos e para eles mesmos.
Além disso, observa-se que há falta de tempo para os operadores menos experientes realizarem a construção de saberes. Portanto, a empresa deve possibilitar um maior contato entre os operadores de Centro de Usinagem CNC para que estes tenham a possibilidade de realizar o compartilhamento de saberes e valores a fim de absorver os elementos do meio e, gradualmente, conseguir progredir no processo de aprendizagem. Dessa forma, um novato ou um operador menos experiente poderá evoluir a partir do diálogo permanente, troca de informações e consequentemente, compartilhamento de saberes e valores para a gestão do trabalho com qualidade, produtividade, saúde e segurança.
4. CONSIDERAÇÕES FINAIS
Conclui-se que, dentre os constrangimentos levantados nesta empresa, os que se apresentaram mais evidentes, foram: a imprevisibilidade de serviços na máquina, a complexidade de operação da máquina, os prazos exigidos pelos clientes configurando o fator tempo; o estado físico da máquina e riscos físicos a que estes profissionais estão expostos. Pode-se verificar que tais constrangimentos exigem dos operadores, competências e habilidades para gerir as diferentes situações de trabalho.
Existe uma grande variação entre a atividade que é prescrita e o que é realizada pelo trabalhador. As estratégias de regulação desenvolvidas ao longo da experiência adquirida no trabalho, vivência e valores possibilitam a execução de funções específicas atribuídas aos operadores de Centro de Usinagem CNC. O desenvolvimento dessas estratégias de regulação tem sua contribuição a partir das configurações coletivas no trabalho e são reveladas através das relações estabelecidas entre os operadores da máquina e as diversas situações vividas no trabalho.
Portanto, os riscos no trabalho são oriundos das singularidades das situações de trabalho. Para que os operadores possam lidar com essas situações de forma mais satisfatória é necessário que estes estabeleçam zonas de compartilhamento de informações. É necessário, então, que se fortaleça na organização o diálogo entre os trabalhadores, com o objetivo de gerar o compartilhamento de saberes e experiência dos operadores na gestão dos riscos e possibilitar a construção de normas e conhecimentos sobre o trabalho.
REFERÊNCIAS
Abrahão, J. I. (2000). Reestruturação produtiva e variabilidade do trabalho: uma abordagem da ergonomia. Psicologia: Teoria e Pesquisa, 16, 1, 49-54. https://doi.org/10.1590/s0102-37722000000100007 [ Links ]
Almeida, I., & Vilela, R. A. G. (2010). Modelo de análise e prevenção de acidente de trabalho: MAPA. Piracicaba: CEREST. [ Links ]
Alves, W. F., & Cunha, D. (2011). Da atividade humana entre Paideia e Politeia: saberes, valores e trabalho docente. 34ª Reunião Anual da Anped, 2011, Natal. Educação e Justiça Social - 34ª Reunião Anual da Anped. [ Links ]
Antunes, R. (1999). Os sentidos do trabalho: ensaio sobre a afirmação e negação do trabalho . São Paulo: Boitempo Editorial. [ Links ]
Brito, J. E. (2006). Reflexões epistemológicas sobre a ergologia. Reunião Anual da Associação Nacional de Pós-graduação e Pesquisa em Educação, 29, Caxambu. Anais... Rio de Janeiro: ANPED. CD-Rom. [ Links ]
Canguilhem, G (2001). Meio e normas do homem no trabalho. Pro-posições. 12, 2-3, 35-36. [ Links ]
Carvalho, A. L., & Menegon, N. L. (2014). A pertinência dos documentos prescritos nas atividades dos profissionais de manutenção industrial: o caso de uma indústria automobilística. Gestão e Produção, 21, 1, 143-155. https://doi.org/10.1590/S0104-530X2014000100010 [ Links ]
Clot, Y. (2007). A função psicológica do trabalho. 2ª Ed. Rio de Janeiro: Editora Vozes. [ Links ]
Clot, Y., & Faïta, D. (2000). Genres et styles en analyses du travail: concepts et méthodes. Travailler, 4, 7-43. [ Links ]
Cunha, D. M. (2007). Notas conceituais sobre atividade e corpo-si na abordagem ergológica do trabalho. 30ª Reunião Anual da Associação Nacional de Pós-Graduação e Pesquisa em Educação. Web site. Retirado julho, 25, 2015 de http://30reuniao.anped.org.br/trabalhos/GT09-3586--Int.pdf [ Links ]
Daniellou, F. (2004). Introdução. Questões epidemiológicas acerca da Ergonomia. In F. Daniellou (coord.), A Ergonomia em busca de seus princípios: debates epistemológicos (pp. 1-18). São Paulo: Edgar Blücher. [ Links ]
Daniellou, F., Simard, M., & Boissières, I. (2010). Fatores humanos e organizacionais da segurança industrial: um estado da arte. (R. Rocha, F. Lima, & F. Duarte, Trad.). Cadernos da Segurança Industrial. Toulouse: FONCSI. [ Links ]
Duraffourg, J. (1998). Um robô, o trabalho e os queijos: algumas reflexões sobre o ponto de vista do trabalho. In: Emprego e desenvolvimento tecnológico – Brasil e contexto internacional. São Paulo: DIEESE. [ Links ]
Durrive, L. (2011). A atividade humana, simultaneamente intelectual e vital: esclarecimentos complementares de Pierre Pastrè e Yves Schwartz. Trabalho, educação e saúde. 9, 1, 47-67. https://doi.org/10.1590/S1981-77462011000400003 [ Links ]
Echternacht, E. (2008). Atividade humana e gestão da saúde no trabalho: elementos para reflexão a partir da abordagem ergológica. Laboreal , v.4, n.1, p. 46-55.
Fischer, M. C. B., & Triba, L. (2009). De olho no conhecimento “encarnado” sobre trabalho associado e autogestão. Eduação Usininos. 13, 2, 201-210. https://doi.org/10.4013/edu.2009.133.02 [ Links ]
Gomes Júnior, A. B., & Schwartz, Y. (2014). Psicologia, saúde e trabalho: da experiência aos conceitos. Psicologia em estudo. 19, 2, 345-351. https://doi.org/10.1590/1413-737222224016 [ Links ]
Gouvea, N. A. P. B. (2012). Ergonomia como fator integrante das ferramentas de implementação Lean Six Sigma . Dissertação de Mestrado em Engenharia e Gestão Industrial, Universidade Nova de Lisboa, Lisboa. [ Links ]
Guérin, F., Laville, A., Daniellou, F., Duraffourg, J., & Kerguelen, A. (2001). Compreender o trabalho para transformá-lo: a prática da ergonomia. São Paulo: Editora Edgard Blücher. [ Links ]
Hennington, E. (2011). Entre o criativo e o precário: reflexões sobre constrangimentos e possibilidades do trabalhador da saúde em tempos líquidos. In C. Minayo-Gomez, J. Machado, & P. Pena (orgs). Saúde do trabalhador na sociedade brasileira contemporânea (pp. 433-452). Rio de Janeiro: Editora Fiocruz. [ Links ]
Llory, M., & Montmayeul, R. (2014). O acidente e a organização . Belo Horizonte: Fabrefactum. [ Links ]
Mendes, D. P. (2014). O agir competente como estratégia de gestão do risco de violência no trabalho: o ponto de vista da atividade humana do trabalho dos técnicos de enfermagem de uma instituição pública psiquiátrica . Tese de Doutoramento em Educação, Universidade Federal de Minas Gerais, Belo Horizonte. [ Links ]
Scherer, M. D. A., Pires, D., & Schwartz, Y. (2009). Trabalho coletivo: um desafio para a gestão em saúde. Revista Saúde Pública, 43, 4, 721-725. https://doi.org/10.1590/S0034-89102009000400020 [ Links ]
Schwartz, Y. (1988). Expérience et connaissance du travail. Paris: Messidor/Editions Sociales. [ Links ]
Schwartz, Y. (1996). Trabalho e valor. Tempo social. 8, 2, 147-158. https://doi.org/10.1590/ts.v8i2.86429 [ Links ]
Schwartz, Y. (1998). Os ingredientes da competência: Um exercício necessário para uma questão insolúvel. Educação e Sociedade. 19, 65, 101-140. Retirado julho, 25, 2015 de http://www.scielo.br/scielo.php?script=sci_arttext&pid=S0101-73301998000400004&lng=en&nrm=iso [ Links ]
Schwartz, Y. (2014). Motivações do conceito de corpo-si: corpo-si, atividade, experiência. Letras de hoje. 49, 3, 259-274. https://doi.org/10.15448/1984-7726.2014.3.19102 [ Links ]
Schwartz, Y., & Durrive, L. (2010). Trabalho e Ergologia: conversas sobre atividade humana. Niterói: EdUFF. [ Links ]
Silva, A. L. C. (2011). A segurança do trabalho como uma ferramenta para a melhoria da qualidade . Dissertação de Mestrado em Engenharia de Produção, Universidade Federal de Santa Maria, Santa Maria. [ Links ]
Telles, A. L., & Alvarez, D. (2004). Interfaces ergonomia-ergologia: discussão sobre trabalho prescrito e normas antecedentes. In M. Figueiredo, M. Athayde, J. Brito, & D. Alvarez (orgs). Labirintos do trabalho: interrogações e olhares sobre o trabalho vivo (pp. 63-90). Rio de Janeiro: DP&A. [ Links ]
Terssac, G, & Maggi, B. (2004). O trabalho e a abordagem Ergonômica. In F. Daniellou (coord.), A Ergonomia em busca de seus princípios: debates epistemológicos (pp. 79-104). São Paulo: Edgar Blücher. [ Links ]
Vilela, R. A. G. (2000). Acidentes do trabalho com máquinas: identificação de riscos e prevenção. Cadernos de Saúde do Trabalhador. São Paulo: Kingraf. Retirado outubro, 5, 2014 de http://www.coshnetwork.org/sites/default/files/caderno5%20maquina.pdf [ Links ]
COMO REFERENCIAR ESTE ARTIGO?
Periera, A., Mendes, D., & Moraes, G. (2017). Do prescrito ao real: a imprevisibilidade e a importância do trabalho coletivo em um centro de usinagem de uma empresa metal-mecânica do interior do Estado de Minas Gerais. Laboreal, 13 (1), 24-38. http://dx.doi.org/10.15667/laborealxiii0117ep
Manuscrito recebido em: fevereiro/2016
Aceite após peritagem: junho/2017

