P M G P Moreira(1)*, V Richter-Trummer(2), M A V de Figueiredo(2), P M S T de Castro(2)
(1) Instituto de Engenharia Mecânica e Gestão Industrial, INEGI-FEUP
Faculdade de Engenharia da Universidade do Porto,
Rua Dr. Roberto Frias, 4200-465 Porto, Portugal
(2) Faculdade de Engenharia da Universidade do Porto e IDMEC-Porto
Rua Dr. Roberto Frias, 4200-465 Porto, Portugal
]]> RESUMO
A procura de redução de custos e o aparecimento de novas tecnologias de soldadura suscitou o interesse no desenvolvimento de estruturas aeronáuticas metálicas integrais. Numa estrutura integral quando uma fenda cresce até à zona do stiffener, esta vai continuar a propagar simultaneamente no stiffener e no painel da estrutura até que o stiffener seja fracturado. O uso de tecnologias de fabrico, como a maquinagem de alta velocidade (HSM), soldadura laser (LBW) ou a soldadura friction stir welding (FSW), requerem o desenvolvimento de mais estudos experimentais e numéricos para determinação do comportamento destas novas estruturas.
Este artigo descreve um programa de ensaios de análise da velocidade de propagação de fendas em painéis aeronáuticos fabricados usando os processos HSM, LBW e FSW.
Os resultados obtidos para ensaios realizados com R (força max / força min) de 0.1 e 0.5 são apresentados, e a performance da cada tipo de painel é discutida e comparada. Este trabalho foi desenvolvido no âmbito do projecto europeu DATON.
Palavras chave: propagação de fendas de fadiga, lei de Forman, tensões residuais; painéis reforçados.
ABSTRACT
The need for lower cost and the emergence of adequate welding technologies has brought interest in large integral metallic structures for aircraft applications; however, in integral structures, a crack approaching a stiffener propagates simultaneously in the skin and into the stiffener and breaks it. The use of manufacturing techniques such as high speed machining (HSM), laser beam welding (LBW) and friction stir welding (FSW) requires further experimental and numerical work concerning the fatigue behaviour of panels manufactured using those processes. A testing programme including fatigue crack growth rate characterization in panels fabricated using HSM, LBW and FSW was performed. Data obtained at IDMEC-Porto testing panels under load ratio R (min. load / max. load) of 0.1 and 0.5 is presented, and the performance of panels manufactured using the different processes is discussed and compared. The work was developed in the frame of the European Union DATON project.
Keywords: Fatigue crack growth; Forman law; residual stress; stiffened panels.
]]> 1. Introdução
A redução de peso é uma das maiores preocupações no projecto de estruturas aeronáuticas [1]. Devido ao crescente interesse em estruturas integrais, têm aumentado os estudos para o desenvolvimento de metodologias de previsão de falha em estruturas contendo dano quando sujeitas a carregamentos cíclicos, [2].
A correcta avaliação da resistência de uma estrutura aeronáutica é necessária para a sua eficiente manutenção, reparação e monitorização estrutural, [3]. Assim, a análise de tolerância ao dano deverá fornecer informação sobre o comportamento da estrutura na presença de fendas (e/ou defeitos). Presentemente, estão a ser desenvolvidos estudos para validar o design destas novas estruturas monolíticas que procuram igual ou superior performance do que o tradicional design, reduzindo ao mesmo tempo os custos de produção, [4].
Na indústria aeronáutica a fuselagem de um avião inclui, entre outros componentes, o painel externo e reforços longitudinais [5]. Presentemente os reforços são ligados ao painel da fuselagem por meio de rebites. Estes reforços (stiffeners) melhoram a resistência e estabilidade da estrutura e são um meio para desacelerar ou mesmo deter o crescimento de fendas. No ensaio destes painéis reforçados deverá ser prestada especial atenção às condições de carregamento e fixação de modo a que o comportamento do painel seja semelhante ao de serviço, [6].
Os reforços rebitados podem permanecer intactos quando uma fenda propaga no painel, e funcionam como um caminho alternativo para a distribuição de forças. No caso de uma estrutura integral, uma fenda irá propagar simultaneamente no painel e no reforço, causando a fractura do mesmo, [7].
O estudo da tolerância ao dano pode ser efectuado usando conceitos de mecânica da fractura linear elástica, sendo o factor de intensidade de tensão um dos principais parâmetros. A mecânica da fractura pode ser usada em conjunto com uma lei de propagação para prever a vida à fadiga de fuselagens aeronáuticas.
Brot et al [8] apresentam um estudo sobre a tolerância ao dano de painéis contendo stiffeners reforçados por reforços em material compósito. Nesse estudo para além de medições experimentais foi utilizado o software NASGRO para avaliar a propagação de fendas, e verificou-se que estes reforços podem melhorar a tolerância ao dano deste tipo de painéis. Existem também estudos nos quais é feita uma análise fractográfica da superfície de fractura de painéis com stiffeners, e.g. [9]. Estas análises pretendem também inferir a velocidade de propagação de fendas, neste caso através do espaçamento entre estrias de fadiga. Outros estudos são focados na previsão da vida à fadiga deste tipo de painéis através de métodos numéricos. Nos estudos apresentados em [10-11] é estudado o efeito das tensões residuais derivadas de diferentes processos na vida à fadiga de painéis com dois stiffeners.
Este trabalho, inserido no âmbito do projecto da DaToN da União Europeia, tem como objectivo estudar e desenvolver ferramentas que permitam o conhecimento da tolerância ao dano de estruturas integrais que contenham reforços. As estruturas integrais estudadas neste projecto (painéis com dois reforços) foram produzidas através de três diferentes processos: maquinagem de alta velocidade (HSM), soldadura laser (LBW) e soldadura Friction Stir Welding (FSW). Foi realizado um programa de ensaios que inclui o estudo da velocidade de propagação de fendas em cada tipo de painel.
2. Análise por elementos finitos
]]> A geometria do painel estudado é apresentada na Fig. 1. Foi realizada uma análise 3D por elementos finitos usando o software ABAQUS, [12].
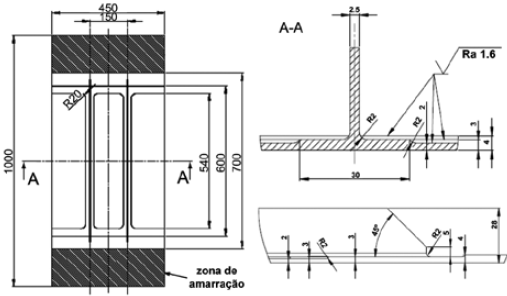
Fig. 1- Geometria do painel DATON, [13].
O centro de gravidade da estrutura está situado a 2.76mm da face posterior do provete, na direcção dos stiffners, tendo sido a carga aplicada alinhada com este plano. A carga aplicada corresponde a uma tensão remota de 100MPa distribuída uniformemente. Foram analisadas três diferentes condições: painel com e sem fenda, e painel com fenda e dispositivo anti-flexão.
Na análise apresentada o eixo x (e 1) é o eixo coordenado na direcção da espessura do painel, y (e 2) é o eixo na direcção de aplicação da carga, e o eixo z (e 3) é o eixo na direcção transversal. O lado do provete que contem os stiffeners será identificado como lado posterior, enquanto o lado oposto será identificado como lado anterior.
Foram utilizados 60083 elementos para modelar o provete. O modelo deformado, que apresenta a tensão na direcção de aplicação da carga, σy, para o caso do painel não fendido é apresentado na Fig. 2.
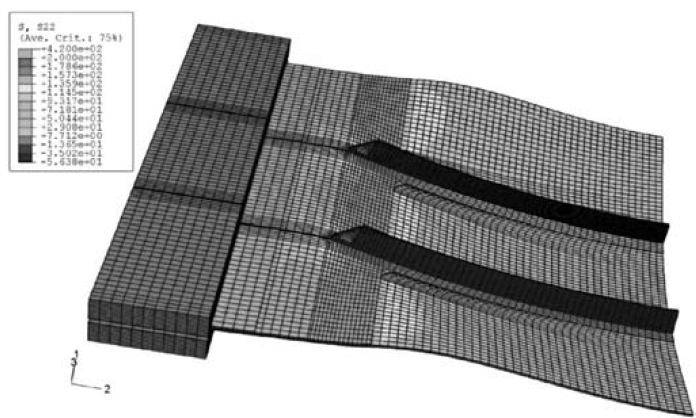
Fig. 2- Modelo não fendido deformado, tensão na direcção de aplicação da carga.
]]> Foi também modelado o caso de o painel conter uma fenda entre os stiffeners com 2a=55.39mm. As tensões para este caso são apresentadas na Fig. 3.
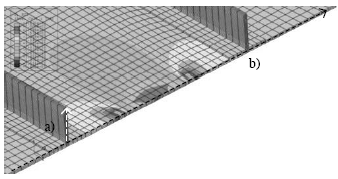
Fig. 3- Detalhe da distribuição de tensões no caso de o painel conter uma fenda.
A evolução da tensão σy ao longo dos nós sobre a seta a), para o caso de um painel fendido e não fendido, é apresentada na Fig. 4. No caso do painel não fendido, os valores de tensão são superiores na placa e decrescem ao longo do stiffener. Os valores máximo e mínimo da tensão nesta linha são 112.2MPa e 17.5MPa, respectivamente. A introdução de uma fenda no painel leva ao aumento dos valores de tensão na placa e a um decréscimo no topo dos stiffeners.
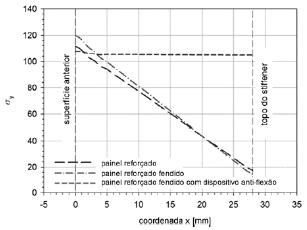
Fig. 4- Distribuição de tensão nos nós sobre a seta a) da Fig. 3.
A distribuição da tensão σy ao longo da direcção longitudinal do stiffener é apresentada na Fig. 5. A distribuição das tensões na linha a) (topo do stiffener), linha b) (superfície lateral do painel), e linha c) (linha mediana do provete) é apresentada na Fig. 6.
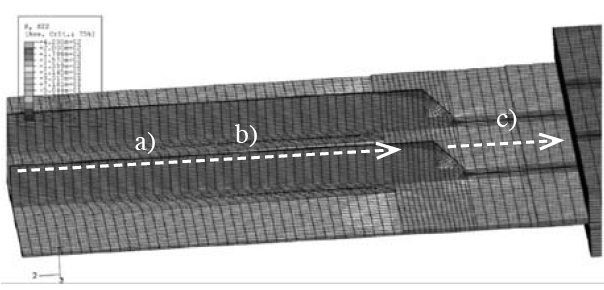 ]]>
Fig. 5- Distribuição da tensão σy ao longo da direcção longitudinal do provete.
]]>
Fig. 5- Distribuição da tensão σy ao longo da direcção longitudinal do provete.
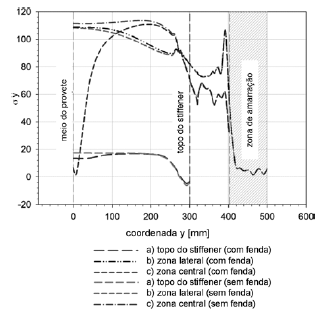
Fig. 6- Distribuição de tensões sobre as linha a), b) e c).
3. Vida à fadiga do Painel Daton; Medições experimentais
Foram realizados ensaios de fadiga sobre painéis com dois stiffeners fabricados por três diferentes processos: HSM, LBW e FSW. Os painéis foram fabricados usando a liga de alumínio AA6056, sendo esta considerada uma liga com potencial para aplicação aeronáutica pois permite o fabricado de estruturas através de soldadura que envolva ou não fusão. Foram testados um total de dez provetes.
As medições de comprimento de fenda foram efectuadas seguindo o esquema apresentado na Fig. 7.O lado posterior do provete é o lado que contem os stiffeners.
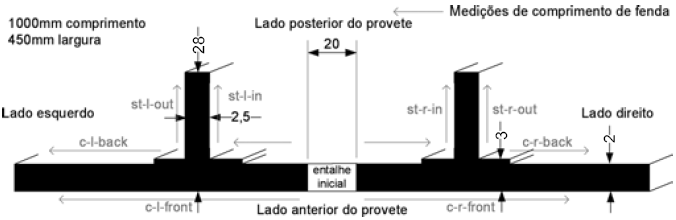
Fig. 7- Representação esquemática das medições.
]]> 3.1 Ensaios de tracção e velocidade propagação de fenda no material base
A caracterização do material base é apresentada em [14]. Verificou-se que para o material em ambas as condições os provetes testados com R=0.5 apresentam superior velocidade de propagação de fenda para um mesmo valor de ΔK. Para além disso, os provetes extraídos dos painéis LBW apresentam uma velocidade de propagação de fendas superior aos extraídos dos provetes HSM.
3.2 Painéis HSM
Foram testados painéis contendo dois stiffeners usando, num caso uma tensão máxima de 80MPa com R=0.1 (provete HSM01), e no outro caso uma tensão máxima de 110MPa com R=0.5 (provete HSM02). Durante o teste foi registada a distribuição de tensão presente em carregamentos estáticos e cíclicos, tendo sido também registado o comprimento de fenda ao longo dos carregamentos de fadiga. Para iniciação de fenda de fadiga, foi criado um entalhe através de electroerosão com 20mm de comprimento no centro do provete. Os provetes foram instrumentados com extensómetros respeitando o esquema apresentado na Fig. 8.
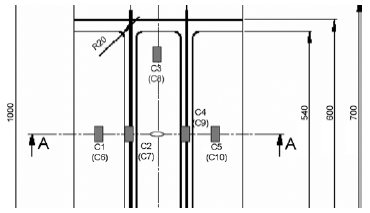
Fig. 8- Localização de extensómetros nos painéis. (os extensómetros entre parênteses situam-se na face anterior do provete)
Durante o ensaio foi verificada simetria de tensões ao longo da largura do provete. Os valores mais baixos de tensão foram encontrados no topo do stiffener (extensómetros C2 e C4).
Durante o ensaio de fadiga a distribuição temporal de tensões foi também registada, sendo essa distribuição apresentada na Fig. 9. Verifica-se que quando a fenda se aproxima dos stiffeners a maior parte da carga é transferida pela parte anterior do provete.
]]>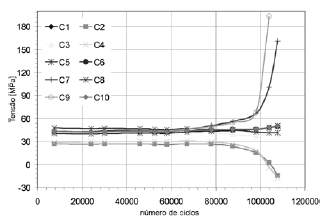
Fig. 9- Distribuição de tensões ao longo do ensaio de fadiga, provete HSM01.
O registo do comprimento de fenda vs. número de ciclos para o provete HSM01 é apresentado na Fig. 10. Este provete teve uma vida de 113784 ciclos até à rotura, tendo sido a primeira fenda de fadiga detectada aos 15000 ciclos. A fenda começou a propagar no stiffener aos 109800 ciclos, o que corresponde a cerca de 96.5% da vida total do provete.
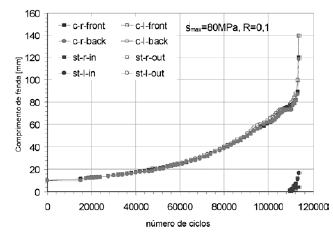
Fig. 10- Teste de velocidade de propagação de fenda no provete HSM01.
O provete HSM02 apresentou uma vida total de 117744 ciclos, tendo sido a primeira fenda de fadiga detectada aos 7500 ciclos. A fenda começou a propagar no stiffener aos 113000 ciclos, o que corresponde a 96.0% da vida total do provete.
3.3 Painéis LBW
]]> Foram testados seis provetes soldados por LBW. Destes painéis, três foram testados com tensão máxima de 80MPa, R=0.1 e os outros três usando tensão máxima de 110MPa, R=0.5. Os painéis testados apresentavam duas condições diferentes:i- No primeiro conjunto de painéis, depois do processo de soldadura, os painéis foram submetidos ao tratamento de envelhecimento artificial T6 (PWHT), tendo sido a maquinagem dos provetes efectuada com estes no estado T4,
ii- Os restantes painéis foram tratados para o estado T6 antes de serem soldados (as-welded).
Foram testados painéis com duas configurações de soldadura diferentes (LBW1 e LBW2), Fig. 11. A principal diferença passa pela localização do cordão de soldadura. A soldadura LBW1 é uma soldadura de canto, enquanto a soldadura LBW é uma soldadura topo-a-topo.
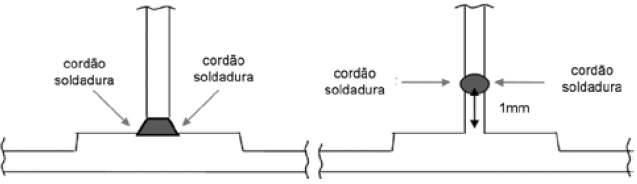
Fig. 11- Configurações da soldadura nos provetes LBW.
No restante artigo serão apresentados gráficos comparativos do comportamento dos diferentes tipos de painéis (Fig. 12 e Fig. 13).
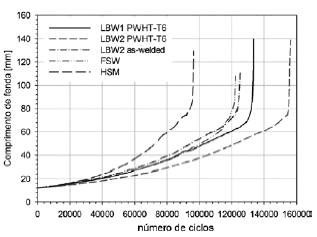
Fig.12- Comparação de a-N para os provetes testados com R=0.1.
]]>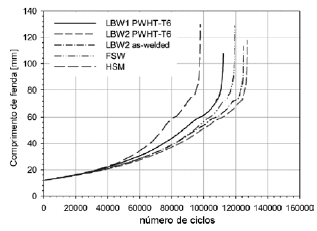
Fig.13- Comparação de a-N para os provetes testados com R=0.5.
3.4 Painéis FSW
Foi testado um painel com uma tensão máxima de 80MPa e R=0.1, e um segundo painel com uma tensão máxima de 110MPa e R=0.5. Os painéis foram soldados no estado T4 e depois tratados e testados no estado T6.
3.5 Discussão de resultados
A comparação do comportamento à fadiga dos provetes HSM, LBW e FSW testados com R=0.1 e R=0.5 é apresentada na Fig. 12. e Fig. 13. Para ambos os valores de R, os provetes HSM apresentam a menor vida à fadiga. Por outro lado, os provetes PWHT-T6 na configuração LBW2 apresentam a maior vida à fadiga para ambos os valores de R.
O provete FSW ensaiado usando R=0.1 apresenta vida semelhante à encontrada para o provete LBW2 as-welded. Para R=0.5 o provete FSW apresentou melhor comportamento do que o provete LBW1 PWHT-T6 e pior comportamento do que o provete LBW2 as-welded.
Em todos os provetes verificou-se que os stiffeners não retardaram a velocidade de propagação das fendas de forma significativa, possivelmente devido à curta largura dos provetes. Contudo, assim que os stiffeners são fracturados os provetes apresentam apenas vida marginal até à rotura.
]]>4. Conclusões
· Os painéis soldados apresentam vida à fadiga superior aos painéis apenas maquinados. Isto implica que a velocidade de propagação nos provetes soldados seja na sua generalidade inferior à dos painéis maquinados. Este comportamento está por certo associado à presença de tensões residuais nos provetes soldados.
· Nos provetes LBW foram identificados poros com diâmetro máximo de 0.24mm. Estes poros coincidem com a penetração máxima do laser durante a soldadura. Também foram detectadas fendas na transição entre o material fundido e não fundido.
· Nos provetes FSW a superfície de fractura no metal base apresenta uma superfície mais regular do que na zona afectada pela soldadura. Esta diferença reflecte-se na identificação de estrias de fadiga.
Agradecimentos
Este trabalho decorreu no âmbito do projecto DATON (contrato FP6-516053) da EU. V. Richter-Trummer agradece a bolsa FCT SFRH/BD/41061/2007. O Dr. Pedro Moreira agradece o financiamento do POPH - QREN- Tipologia 4.2 Promoção do Emprego Científico comparticipado pelo Fundo Social Europeu e por fundos Nacionais do MCTES.
Referências
]]>[1] - Paik, J., S. van der Veen, A. Duran, and M. Collette, Ultimate compressive strength design methods of aluminum welded stiffened panel structures for aerospace, marine and land-based applications: A benchmark study. Thin-Walled Structures, 2005. 43(10): p. 1550-1566 [ Links ]
[2] - Wen, P., M. Aliabadi, and A. Young, Fracture mechanics analysis of curved stiffened panels using BEM. International Journal of Solids and Structures, 2003. 40(1): p. 219-236
[3] - Murthy, A., G. Palani, and N. Iyer, Remaining life prediction of cracked stiffened panels under constant and variable amplitude loading. International Journal of Fatigue, 2007. 29(6): p. 1125-1139
[4] - Pettit, R., J. Wang, and C. Toh, Validated feasibility study of integrally stiffened metallic fuselage panels for reducing manufacturing costs, in NASA / CR-2000-209342. 2000
[5] - Murphy, A., M. Price, C. Lynch, and A. Gibson, The computational post-buckling analysis of fuselage stiffened panels loaded in shear. Thin-Walled Structures, 2005. 43(9): p. 1455-1474
[6] - Aalberg, A., M. Langseth, and P. Larsen, Stiffened aluminium panels subjected to axial compression. Thin-Walled Structures, 2001. 39(10): p. 861-885
[7]- Mahmoud, H. and R. Dexter, Propagation rate of large cracks in stiffened panels under tension loading. Marine Structures, 2005. 18(3): p. 265-288
[8]- Brot, A., Y. Peleg-Wolfin, I. Kressel, and Z. Yosef. The damage-tolerance behavior of integrally stiffened metallic structures. in 48th Israel Annual Conference on Aerospace Sciences. 2008. Telaviv and Haifa, Israel
[9] - Kunz, J., O. Kovárik, H. Lauschmanna, J. Siegla, and P. Augustin, Fractographic reconstitution of fatigue crack growth in integrally stiffened panels. Procedia Engineering, 2010. 2: p. 1711-1720
[10]- Tavares, S.M.O., V. Richter-Trummer, P.M.G.P. Moreira, and P.M.S.T.de Castro. Fatigue behavior of lightweight integral panels. in 7th EUROMECH Solid Mechanics Conference. 2009. Lisbon, Portugal
]]> [11] - Tavares, S.M.O., V. Richter-Trummer, P.M.G.P. Moreira, and P.M.S.T.de Castro, Fatigue crack growth modeling in stiffened panels considering residual stress effects. Materials Science Forum, 2010. 636-637: p. 1172-1177[12] - Hibbitt, Karlsson, and Sorenson, ABAQUS Users Manual. 2006
[13] - DaToN, Innovative Fatigue and Damage Tolerance Methods for the Application of New Structural Concepts. Strengthening the competitiveness, Specific Targeted Research Project. 2004: A Proposal for the 6th European Framework Program
[14] - Richter-Trummer, V., P.M.G.P. Moreira, S.D. Pastrama, M.A.P. Vaz, and P.M.S.T.de Castro, A Hybrid experimental-numerical methodology for fracture mechanics analysis of cracked structures, in 8º Congresso Nacional de Mecânica Experimental. 2010: Guimarães, Portugal
]]>