Rafael Farinassi Mendes1; Lourival Marin Mendes2; José Benedito Guimarães Júnior3; Rosimeire Cavalcante dos Santos3; Lina Bufalino4
ABSTRACT
The objective was to evaluate the effect of the adhesive type and its different contents on sugar cane bagasse particleboards. The panels were produced using Urea-Formaldehyde (UF) and Phenol-Formaldehyde (PF) adhesives. Three adhesive contents were tested: 6, 9 and 12%. The boards were made by using an 8-minute press closing time, pressure of 40kgf/cm², and temperature of 160ºC for the UF adhesive and 180ºC for the PF adhesive. It was concluded that: The UF adhesive was statistically equal or better than PF adhesive considering all properties evaluated. The adhesive contents of 9 and 12% were statistically equal, but both were superior to 6% considering the physical properties. The mechanical properties did not present statistical differences, except for rupture modulus. The best panels were produced using UF at 9%, but they did not attend the norm CS 236-66 for mechanical properties, therefore it is necessary manipulations of the processing variables.
Key-words: Particleboard, sugar cane bagasse, types and contents of adhesive.
RESUMO
O objetivo foi avaliar o efeito do tipo de adesivo e de seus diferentes teores na produção de painéis aglomerados com bagaço de cana. Os painéis foram produzidos utilizando os adesivos Uréia-Formaldeido (UF) e Fenol-Formaldeido (FF) a 6, 9 e 12%. O ciclo de prensagem utilizado foi de 40kgf/cm², temperatura de 160ºC para UF e 180ºC para FF, por 8 minutos. Concluiu-se que: O adesivo UF se mostrou estatisticamente igual ou superior a FF em todas as propriedades avaliadas. Para os teores de adesivo, nas propriedades físicas, os teores 9 e 12% se mostraram estatisticamente iguais, mas superiores a 6%; já nas propriedades mecânicas não houve diferença estatística, com exceção do módulo de ruptura. Os melhores painéis foram produzidos com UF e 9% de teor de adesivo, sendo que estes não atenderam a norma CS 236-66 para propriedades mecânicas, sendo necessárias manipulações nas variáveis de processamento.
]]> Palavras-chave: Aglomerados, Bagaço de cana, tipos e teores de adesivo.
INTRODUCTION
Particleboards are widely used in the civil construction and furniture sector. Theoretically, they can be made from any lignocellulosic material that provides them high mechanical resistance and pre-established specific weight, since the chemical structure of lignocellulosic materials is very similar to the one of the wood. (Rowell et al., 2000).
The Brazilian agro-industry offers many kinds of lignocellulosic residues which have potential for particleboards production such as corn cob, rice husk, coffee hull, peanut hull, banana plant stem, coconut husk, cassava stem, castor bean hull, among other.
The sugar cane bagasse is a residue of cellulose fiber originated from the process of sugar cane. It is often burned in vapor reservoirs to produce energy for industrial use. The main components of the smallest particles of sugar cane bagasse fibers are pith and weaker fibers.
There are many factors that influence the final mechanical and physical properties of the panels such as raw material, density of the panels, compaction ratio, types and contents of adhesive, humidity of the particles, pressing temperature and specific pressure.
The urea-formaldehyde (UF) and phenol formaldehyde (PF) are the main adhesives used by the wood panel industry. According to Roffael & Schneider (1983), 90% of the particleboards of the world are produced using urea-formaldehyde resin, although this adhesive demonstrates low resistance to humidity. The phenol-formaldehyde adhesive, however, is recommended for the production of panels for external use or environments of high relative humidity. The adhesive is the most expensive component of the panels; therefore, the right definition of its type and content is extremely important to optimize the cost/effectiveness ratio.
Murakami et al. (1999) observed that, increasing the content of adhesive, the mechanical properties and the dimensional stability of the panels increased as well. However, Wu (1999) could not establish a precise relation between the adhesive content and the rupture modulus, elastic modulus and linear expansion. The author says that the effects of the adhesive content on the properties studied are relative and diverse, and thus do not follow a logical pattern.
The density of the panels is affected by many factors of which the most important is the loss of particles. This happens due to the handling of the panels during the stages previous to the consolidation of the panels in the hot press, which compromises the control of density in laboratory conditions and makes necessary the use of a covariance analysis in order to correct the values obtained. This fact is even more evident in the case of sugar cane bagasse, because, compared to the wood; it presents higher amounts of fine particles, and, consequently, loss of material is probably higher.
]]> There are other important processing variables of particleboards production such as the type of material and the consequent relation between the density of the panel and the density of the material used. This variable is named compaction ratio (Kelly, 1977; Moslemi, 1974; Maloney, 1993; Tsoumis, 1991). It is recommended a compaction ratio between 1,3 and 1,6; the necessary for the right densification and consolidation of the panel. It is also evident that the panels made of low density material often present higher resistance to bending and internal bonding if compared to panels made of high density material. The water absorption and thickness swelling usually present higher values in case of low density material. However, Vital et al., (1974) concluded that panels in which was attested a high compaction ratio (1,6) presented lower water absorption than panels in which was attested a low compaction ratio (1,2). They attributed the probable causes of the lower water absorption rate to the reduction in porosity and to the increase in woody material.There are already some studies about sugar cane bagasse. Hamid et al. (1983) and Atchinson & Lengel (1985), for example, observed a 40% to 60% increase in the mechanical properties of the particleboards which the pith was removed of the sugar cane bagasse.
Mendes et al. (2008), comparing commercial particleboards made from sugar cane bagasse, eucalypt and pine, did not find statistical difference between most of the properties evaluated, and the values obtained from sugar cane bagasse were above the ones required by the norm.
Okino et al. (1997) studied the effect of acetylation of sugar cane bagasse particles that had the pith extracted on the physical-mechanical properties of panels. They used urea-formaldehyde and tannin-formaldehyde resins both in the contents of 8 and 12%. and obtained a reduction in water absorption of 57 and 47% after 2 and 24 hours of immersion respectively. The thickness swelling reduced 87 and 80% after the same time of immersion mentioned above, although the acetylation caused a reduction in the average values of static bending. Highest adhesive levels provided the panel superior characteristics in terms of both physical and mechanical properties. The type of adhesive also presented differences and the panels produced using tannin were of better quality than the ones produced using urea.
For the reasons mentioned above, the aim of this work was to evaluate the effect of the adhesive type and their different contents on the quality of particleboards made from sugar cane bagasse.
MATERIAL AND METHODS
The sugar cane bagasse used in this research came from a distiller of production of artisanal cachaça (Cachaça Bocaina) located in Lavras, a city at the south of the Minas Gerais state Brazil. It was obtained by the milling of green cane in a mill.
This material was collected and brought to the Unit of Wood Boards Productions of the Universidade Federal de Lavras, where it was grinded using a hammer mill, without the extraction of the pith, to generate sliver particles.
The basic density of the sugar cane bagasse was determined according to the ABNT (2003) norm.
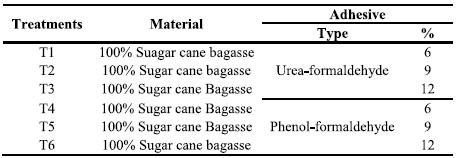
]]> The particles were dried at a moisture content of 3% using a forced air oven. After that, they were brought to a rotary drum, where the adhesive and 1% of paraffin (based upon the dry weight of the particles) were applied according to the treatments and experimental design, as showed in the Table 1.
Table 1 Experimental design for the production of sugar cane bagasse particleboards.
After the rotary drum mixed the material, it was put in a mat forming box, which dimensions are: 48cm x 48cm x 1,5cm. A manual press machine was used to make a pre-pressing at 8 Kgf/cm². The box was then put in a hydraulic press and the boards were made by using an 8-minute press closing time, pressure of 40kgf/cm², and temperature of 160ºC for the UF adhesive and 180ºC for the PF adhesive.
The nominal dimensions and specific mass of the panels produced were 480mm x 480mm x 15mm and 0,70g/cm³ respectively. Three panels were produced for each treatment.
After about 2cm of each extremity of the panels were removed, the samples were obtained using a buzz saw of stand. They were put in a climatization chamber at a temperature of 20 ± 2 º C and relative humidity of 65 ![]() 3 % until the equilibrium humidity of
3 % until the equilibrium humidity of ![]() 12% was reached.
12% was reached.
The dimensions of the samples for each physical and mechanical test were determined according to ASTM and DIN norms:
A- PHYSICAL PROPERTIES:
]]> Water absorption (WA): norm ASTM1982:D1037-100
Thickness swelling (TS): norm ASTM
1982:D1037-100
B- MECHANICAL PROPERTIES:
Static bending (Elastic modulus - EM):
norm DIN 52362,1982
Static bending (Rupture modulus - RM):
norm DIN 52362,1982
Internal bonding (IB): norm ASTM
]]> 1982:D1037-28
The experimental design was entirely randomized using 3 repetitions and the treatments were arranged in a factorial scheme 3x2 (3 adhesive contents 6, 9 and 12%; 2 types of adhesive urea and phenol-formaldehyde). The following properties were evaluated: water absorption after 2 and 24 hours, thickness swelling after 2 and 24 hours, elastic and rupture modulus, compression and internal bonding. A covariance analysis was performed with the averages fitted for the density of the panels using a software named Statistical Analysis System (Sas, 1999).
The statistical model that describes the observations is the following:
![]()
Where:
yijk is the value of the dependent variable for the k-th panel (repetition) manufactured with the i-th adhesive content and j-th type of adhesive; k = 1, 2, 3;
µ is the constant inherent in each observation;
β is the coefficient of linear regression between the variables evaluated and the density of the panels (X);
]]> Xijk is the density of the k-th panel manufactured with the i-th adhesive content and the j-th type of adhesive;![]() ... is the average density of the panels produced in the experiment;
... is the average density of the panels produced in the experiment;
Ri is the effect of the i-th adhesive content, i = 1, 2, 3;
Aj is the effect of the j-th type of adhesive, j = 1 e 2;
RAij is the effect of the interaction between the i-th adhesive content and j-th type of adhesive;
ε ij is the experimental error associated to the k-th panel manufactured using the i-th adhesive content and j-th type of adhesive, considered random, independent and identically distributed in a Normal with average zero and common variance σ2.
RESULTS AND DISCUSSION
Density and compaction ratio
The average values of the apparent density and compaction ratio are presented in Table 2.
]]>Table 2 Average values of the apparent density and compaction ratio of the sugar cane bagasse panels.
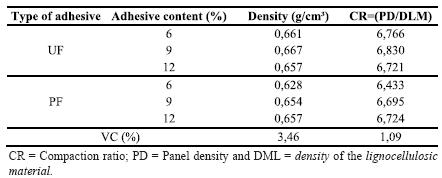
All the treatments were classified as medium density panels, because the average values varied from 0,628 to 0,667 g/cm³; therefore, between 0,59 to 0,80 g/cm³ which is considered by Iwakiri (2005) as medium density panels.
The average values of the compaction ratio were higher than the ones considered ideal by Kelly, 1977; Moslemi, 1974; Maloney, 1993 and Tsoumis, 1991 which must be between 1,3 to 1,6. The low density of the sugar cane bagasse (0,0977 g/cm³) caused these results because a high volume of material was necessary to obtain the predetermined density of the panels. Consequently a taller mattress was formed which resulted in a higher compaction ratio, since this ratio is determined by the relation between the height of the mattress and final thickness of the panel, or by the relation between the density of the panel and the density of the lignocellulosic material.
Physical properties
Water absorption
According to the variance analysis of water absorption after 2 and 24 hours of immersion, considering the density of the panel as covariable, the experimental results show that the residues, considering both variables evaluated, follow a normal distribution according to Shapiro-Wilk test, p-values of 0,4745 and 0,1323 for water absorption after 2 and 24 hours respectively.
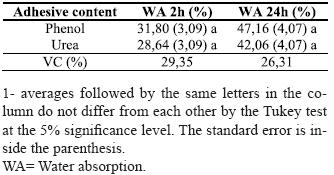
]]> The linear regression was significant for both 2 and 24 hours of water absorption (pvalue = 0,0005 and 0,0013, respectively), which indicates the existence of a linear relation between these variables and the density of the panels. The regression coefficient estimated for 2 hours indicates that an increase of 0,01 g/cm3 in the density of the panels causes a reduction of 24,95% in the water absorption. The regression coefficient estimated for 24 hours indicates that an increase of 0,01 g/cm3 in the density of the panels causes a reduction of 26,78% in the water absorption.The results show that the adhesive type does not have significant effect on water absorption after 2 or 24 hours of immersion (Table 3). This fact can be explained by the effect of the interaction between the type of adhesive and the sugar cane bagasse, or by the physical-chemical properties of each adhesive. Therefore, more studies about the subject are necessary.
Table 3 Average values of water absorption of the sugar cane bagasse panels, after 2 and 24 hours of immersion, in function of the types of adhesive fitted for the density of the panels.
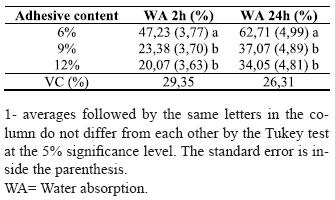
The adhesive content presented significant effect on water absorption after 2 and 24 hours (Table 4). The adhesive content of 6% was inferior to the other ones for both 2 and 24 hours of immersion and it consequently presented higher percentage of water absorption. The 9 and 12% contents were statistically equal, which means an adhesive economy of 3% in the production process.
Table 4 Average values of water absorption of the sugar cane bagasse panels, after 2 and 24 hours of immersion, in function of the adhesive contents fitted for the density of the panels.
Okino et al. (1997), studying the effect of acetylation of the sugar cane bagasse particles without the pith on the physical-mechanical properties of panels, and using the resins urea-formaldehyde and tannin-formaldehyde in the contents of 8 and 12%, obtained an average value of water absorption that varied from 21,3 to 95,2% and from 38,1 to 118,8% for 2 and 24 for hours of immersion respectively. For this reason, if compared to the previous studies, the sugar cane bagasse panels of this study presented satisfactory results.
Thickness swelling
According to the variance analysis of thickness swelling after 2 and 24 hours of immersion, considering the density of the panels as covariable, the experimental results show that the residues, considering both variables evaluated, follow a normal distribution, according to Shapiro-Wilk test (p-value = 0,5488 and 0,1190) for thickness swelling after 2 and 24 hours respectively.
The linear regression was significant for both 2 and 24 hours of thickness swelling (p-value = 0,0229 and 0,0219, respectively), which indicates the existence of a linear relation between these variables and the density of the panels. The regression coefficient estimated for 2 hours indicates that an increase of 0,01 g/cm3 in the density of the panels causes a reduction of 0,107% in the thickness swelling. The regression coefficient estimated for 24 hours indicates that an increase of 0,01 g/cm3 in the density of the panels causes a reduction of 0,410% in the thickness swelling.
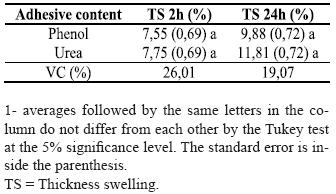
The results show that the adhesive type does not have significant effect on the thickness swelling after 2 or 24 hours of immersion (Table 5).
Table 5 Average values of thickness swelling of the sugar cane bagasse panels, after 2 and 24 hours of immersion, in function of the types of adhesive fitted for the density of the panels.
However, the adhesive content presented significant effect on thickness swelling after both 2 and 24 hours (Table 6). The adhesive content of 6% was inferior to the other ones, considering both 2 and 24 hours of immersion and it consequently presented higher percentage of thickness swelling. The 9 and 12% contents were statistically equal.
Table 6 Average values of thickness swelling of the sugar cane bagasse panels, after 2 and 24 hours of immersion, in function of the contents of adhesive fitted for the density of the panels.
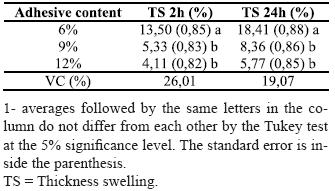
These results are in accordance to the ones obtained by Murakami et al. (1999). They mention that an increase in the adhesive content causes an increase in the dimensional stability of the panel, although this only applies until a certain point, after which the increases are no longer significant, and, consequently, a lower amount of adhesive becomes the better option, since it means a lower production cost. It means precisely an economy of 3% of adhesive, which is similar to the results obtained for the water absorption property.
Okino et al. (1997), studying the effect of the acetylation of sugar cane bagasse particles without the pith on the physical-mechanical properties and using the resins urea-formaldehyde and tannin-formaldehyde in the contents of 8 and 12%, obtained average values of thickness swelling that varied from 2,50 to 44,40% and from 4,70 to 55,30% for 2 and 24 hours respectively. The sugar cane particleboards, therefore, presented inferior values if compared to the ones founded in previous studies.
The CS 236-66 norm stipulates maximum values of thickness swelling after 24 hours of immersion of 35% for both the UF and the PF. Therefore, all the treatments were in accordance with the norm.
]]> Mechanical properties
Elastic modulus (EM)
According to the variance analysis of Elastic Modulus (EM), considering the density of the panels as covariable, the experimental results show that the residues follow a normal distribution, according to Shapiro-Wilk test, p-value = 0,6688.
The linear regression was not significant (p-value = 0,1449), which indicates that there is no linear relation between this variable and the density of the panels.
The results show that either the adhesive type or their contents did not present significant effect on the elastic modulus (Table 7). These results were similar to the ones found by Wu (1999), who did not find any relevant relation between the adhesive content and the elastic modulus.
Table 7 Average values of elastic modulus of the sugar cane bagasse panels in function of the contents and types of adhesive fitted for the density of the panels.
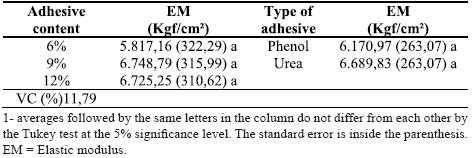
Mendes et al. (2008), comparing Chinese commercial panels made from sugar cane bagasse to Brazilian commercial panels made from eucalypt and pine wood, obtained average values of EM of 16561,20 Kgf/ cm² for sugar cane bagasse panels. The CS 235 norm stipulates minimum values of EM of 24500 Kgf/cm² for the UF adhesive and of 17500 Kgf/cm² for the PF adhesive. The panels made from sugar cane bagasse, therefore, presented lower values than the ones obtained in previous studies and the ones stipulated by norm.
]]> The low values of EM obtained may be related to the presence of the pith of sugar cane bagasse since, according to Hamid et al. (1983) and Atchinson & Lengel (1985), its extraction causes an increase of 40 to 60% in the mechanical properties of particleboards. The low density of the material may also have affected the EM, resulting in a compaction ratio above the ideal, which varies from 1,3 to 1,6 according to Kelly, 1977; Maloney, 1993 and Tsoumis, 1991. In terms of low density materials, there is a higher amount of particles and a lower amount of adhesive for each particle, resulting in lower bonding and consequently lower resistance.
Rupture modulus (RM)
According to the variance analysis of Rupture Modulus (RM), considering the density of the panels as covariable, the experimental results show that the residues follow a normal distribution, according to Shapiro-Wilk test, p-value = 0,2868.
The linear regression was significant (p-value = 0,0377), which indicates that there is a linear relation between this variable and the density of the panels. The estimated regression coefficient indicates that an increase of 0,01 g/cm3 in the density of the panels causes an increase of 12,39 kgf/cm² in the rupture modulus.
The results show that the adhesive types and its contents presented significant effect on the rupture modulus (Table 8). The UF adhesive was statistically superior to PF adhesive. The adhesive contents of 9 and 12% were statistically equal but superior to 6% content.
Table 8 Average values of rupture modulus of the sugar cane bagasse panels in function of the contents and types of adhesive fitted for the density of the panels.
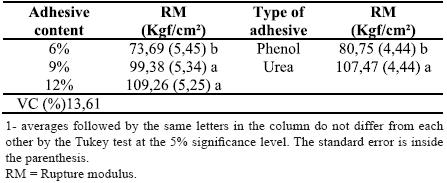
]]> Okino et al. (1997), studying the effect of the acetylation of sugar cane bagasse particles without the pith on the physical mechanical properties of panels and using the resins urea-formaldehyde and tannin-formaldehyde in the contents of 8 and 12%, obtained average values of RM that varied from 97 to 232 Kgf/cm². The CS 236-66 norm stipulates minimum values of 112 Kgf/cm² for panels produced with UF and of 126 Kgf/cm² for panels produced with PF. For this reason, none of treatments achieved the minimum values determined by the norm. About the previous studies, just the treatments that used PF and 6% of adhesive did not present satisfactory results.
The results followed the same pattern of the ones found for EM, which showed that they were negatively affected by the presence of the sugar cane bagasse pith and the low density of the material.
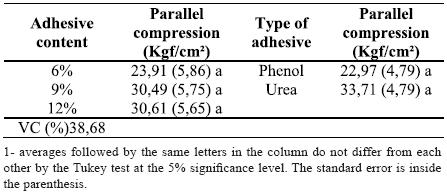
Parallel compression and internal bonding
According to the variance analysis of parallel compression and internal bonding, considering the density of the panels as covariable, the experimental results show that the residues follow a normal distribution, according to Shapiro-Wilk test (p-value = 0,6688 and 0,5261). The linear regression was not significant to parallel compression and neither to internal bonding (p-value =0,3933 and 0,4412), which indicates that there is no linear relation between these variables and the density of the panels.
The results of the tests show that there is no significant effect of both adhesive types and its contents on both variables analyzed (Tables 9 and 10).
Table 9 Average values of parallel compression of the sugar cane bagasse panels in function of the contents and types of adhesives fitted for the density of panels.
]]> Table 10 Average values of internal bonding of the sugar cane bagasse panels in function of the contents and types of adhesives fitted for the density of panels.
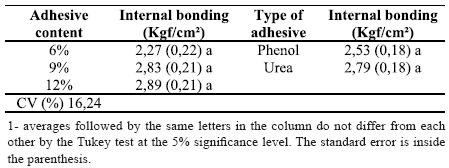
Mendes et al. (2008), comparing Chinese commercial panels made from sugar cane bagasse to Brazilian commercial panels made from eucalypt and pine wood, obtained average values of internal bonding of 2,37 Kgf/ cm² for sugar cane bagasse panels. The CS 236-66 norm stipulates minimum values of internal bonding of 4,2 Kgf/cm² for UF and PF adhesives. For this reason, none of treatments attended the minimum values determined by the norm. About the previous studies, just the treatments that used 6% of adhesive did not present satisfactory results. The presence of the sugar cane bagasse pith and the low density of the material may have negatively affected these properties.
CONCLUSIONS
The following was concluded:
The Urea-Formaldehyde adhesive presented values statistically equal or superior to Phenol-Formaldehyde adhesive for all properties evaluated;
The 9% and 12% contents of adhesive were statically equal, but superior to 6% content in terms of physical properties. There were no statistical differences in terms of mechanical properties, except for RM, which tends to present the same patterns of the physical properties;
The panels produced with UF and 9% of adhesive content were the best particleboards made from sugar cane bagasse;
]]> The best formulation founded did not attend the CS 236-66 norm for mechanical properties and therefore it is necessary to adapt the processing variables in order to make all the properties present higher values than the minimum ones required by norm.
REFERENCES
ABNT Associação Brasileira de Normas Técnicas. Normas técnicas. São Paulo, 2003. [ Links ]
American society for Testing and Materials. (1982) -Standard methods of evaluating properties of wood-base fiber and particles materials. Philadelphia, (ASTM, 1037).
Atchison, J.E. & Lengel D.E. (1985) - Rapid growth in the use of bagasse as a raw material for reconstituted panel board. In: Proc. of the 19th International Particleboard/Composite Material Symposium. Washington State University. Pullman WA. 145-193pp.
CS Commercial Standard CS 236-66. (1968) - Mat formed wood particle board. [S.I.].
Hamid, S.H.; Maadhah, A.G. & Usani, A.M. (1983) - Bagasse-based building materials. Polym. Plast. Techol. Eng. 21,2: 173-208pp.
Iwakiri, S. (2005) -Painéis de madeira reconstituída. Curitiba: UFPR, 256 pp.
Kelly, M.W. (1977) -Critical literature review of relationships between processing parameters and physical properties of particleboard. USDA, for. Ser. Gen. Tech. Rep. FPL. Madison, v.10, 66pp.
]]> Maloney, T. M. (1993) - Modern particleboard and dry-process fiberboard manufacturing. 2. ed. São Francisco, M. Freeman, 689 pp.Mendes, R. F.; Mendes, L. M. ; Guimarães júnior, J.B. ; Mendonça, L. L. (2008) -Qualidade de painéis aglomerados produzidos na China utilizando bagaço de cana. In: XI EBRAMEM -Encontro Brasileiro em Madeiras e em Estruturas de Madeira. Londrina, Brasil.
Moslemi, A.A. (1974) -Particleboard. Illinois. Southern Illinois University Press, 244pp.
Murakami, K. et al. (1999) -Manufacture and properties of three-layered particleboards with oriented face strands of veneers I. Japan Wood Science, Tokyo, 45, 5: pp. 395-402.
Normen Fur Holzfaserplaten Spanplatten Sperrholz. (1982) - DIN 52362. Testing of wood chipboards bending test, determination of bending strength. German, 39-40 pp.
Okino, E. Y. A.; Andahur, J. P. U., Santana, M. A. E., Souza, M. R. (1997) - Resistência físico-mecânica de chapas aglomeradas de bagaço de cana-de-açúcar modificado quimicamente. Scientia Forestalis 52: 35-42.
Roffael, E.; Schneider, A. (1983) - Untersuchungen über den Einflub von Kochsalz als Bindemittelzusatz auf Eigenschaften von Spanplatten. Holz-Zentralblatt 109, 103: 1414-1415.
Rowell, R. M.; Han, J. S.; Rowell, J. S. (2000) -Characterization and Factors Affecting Fiber Properties. In: Frollini, E.; Leão, A.L.; Mattoso, L.H.C. (Eds.) Natural polymers and agrofibers based composites. Section II Agrofibers Composites. São Carlos -Embrapa Instrumentação Agropecuária, 115-134 pp.
SAS Institute. (1999) - SAS Procedures guide for computers. 6 ed. cary, NC, v.3, 373 pp.
Tsoumis, G. (1991) - Science and technology of wood. Structure, properties, utilization. New York, Chapman & Hall, 494 pp.
]]> Vital, B.R., Lehmann, W. F.; Boone, R.S. (1974) - How species and board densities affect properties of exotic hardwood particleboards. Forest Products Journal 24, 12: 37-45.Wu, Q. (1999) - In-plane dimensional stability of oriented strand panel: effect of processing variables. Wood and Fiber Science 31, 1: 28-40.
1 Graduando em Engenharia Florestal- UFLA, C.P. 3037, CEP 37200-000, Lavras-MG, rafaelfarinassi@gmail.com;
2Professor doutor do Departamento de Ciências Florestais-UFLA,C.P. 3037, CEP 37200-000, Lavras-MG, lourival@ufla.br;
3 Doutorando em Ciência e Tecnologia da Madeira UFLA,C.P. 3037, CEP 37200-000, Lavras-MG, jbguimaraejr@hotmail.com, meire_caico@yahoo.com.br;
4 Mestranda em Ciência e Tecnologia da Madeira UFLA,C.P. 3037, CEP 37200-000, Lavras-MG, linabufalino@yahoo.com.br;
Recepção/Reception: 2009.05.07
Aceitação/Acception: 2009.06.24
]]>